Most people see a glass bottle and think “just sand.” In reality, there is a full recipe behind every clear, amber, or green bottle on the shelf.
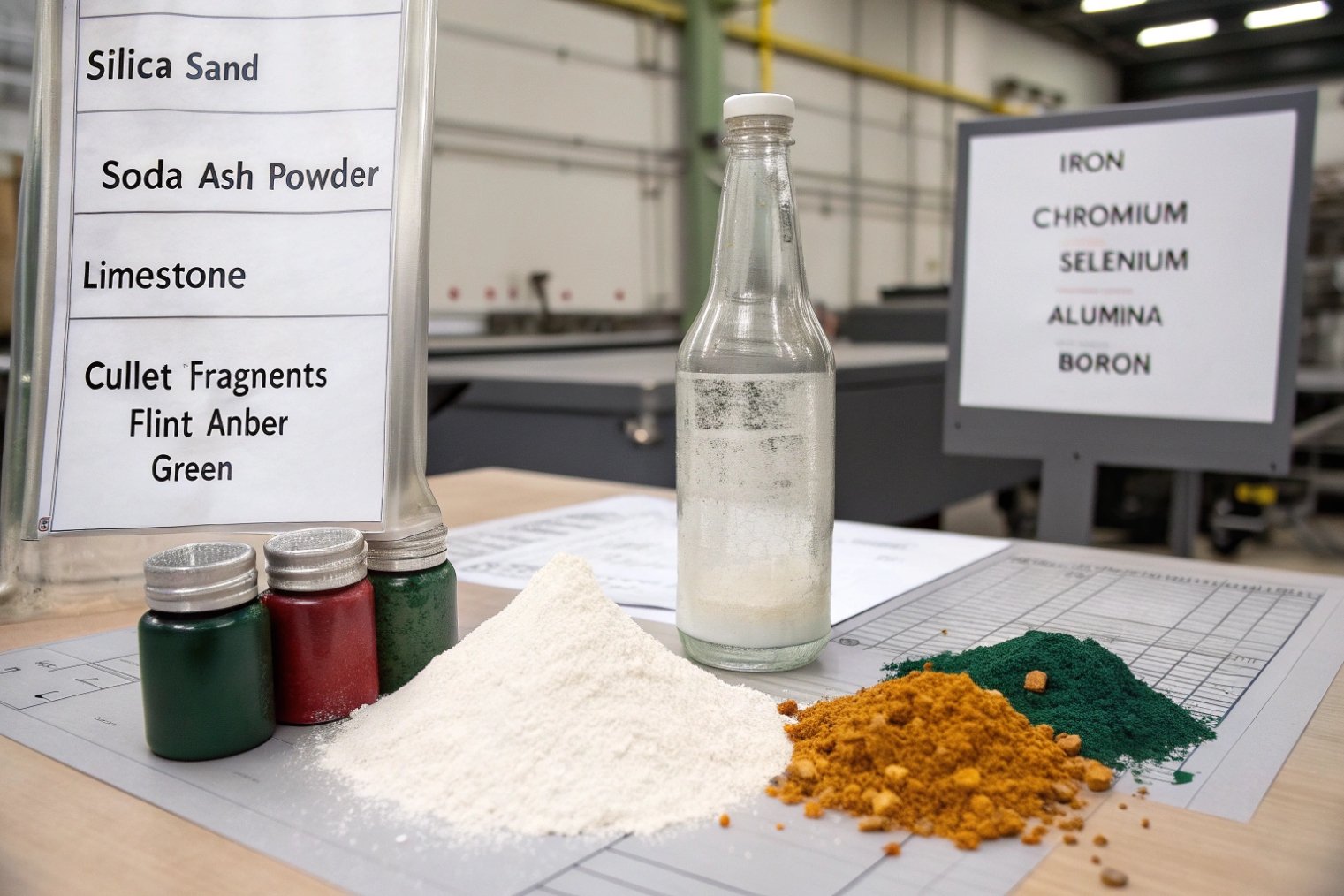
Glass bottles are mainly soda-lime silica made from silica sand, soda ash, limestone, and cullet, fine-tuned with trace oxides like iron, chromium, selenium, alumina, and sometimes boron for color and performance.

When I look at a new bottle drawing, I almost see a hidden batch sheet behind it: how pure the sand must be, how much cullet we can add, which colorants and minor oxides we are allowed to use. Let us walk through that “hidden recipe” step by step.
How do silica sand, soda ash, and limestone define soda-lime glass?
Glass buyers usually focus on height, weight, and price. But the real character of a bottle starts with three powders that never show up on the datasheet.
Soda-lime glass for bottles is built on a backbone of silica sand, modified with soda ash to melt at lower temperature, and stabilized by limestone so the bottle stays hard, durable, and water-resistant.

The basic soda-lime bottle recipe
Most container glass in the world is soda-lime silica 1{#fnref1}, with a typical oxide composition 2{#fnref2} around:
- 70–74% SiO₂ (silica)
- 12–16% Na₂O (from soda ash)
- 10–13% CaO (from limestone / dolomite)
- Plus small amounts of MgO, Al₂O₃, and other oxides
In the batch house this looks like:
| Component | Main raw material | Typical role in bottle glass |
|---|---|---|
| SiO₂ | High-purity silica sand | Structural backbone, clarity, high softening temperature |
| Na₂O | Soda ash (Na₂CO₃) | Lowers melting temp, adjusts viscosity for forming |
| CaO, MgO | Limestone, dolomite | Stabilize the glass, improve water and chemical durability |
| Al₂O₃ | Feldspar, clay | Increases durability, helps control viscosity |
| Cullet | Recycled glass | Saves energy, reduces virgin raw usage |
Silica sand provides the network. The higher and cleaner the silica, the clearer and more chemically stable the glass. For extra-flint bottles we insist on very low iron sand; for standard jars we can accept a bit more.
Soda ash is there to “tame” silica. Pure silica would need a melting temperature well above 1700 °C and be extremely viscous. Soda ash lowers that melting range into something furnace-friendly and lets the glass flow into molds at production speeds.
Limestone and dolomite bring calcium and magnesium. Without them, soda-silica glass would be too water-soluble and would weather quickly. CaO and MgO stiffen the network, improve durability, and help bottles survive real-world handling, washing, and contact with food or drink.
The quiet helpers: fining and redox
Behind the big three, there is a group of minor additives that tune the melt:
- Sulfates (for example sodium sulfate) help with fining, letting gas bubbles rise and escape.
- Carbon sources (coke, anthracite) and nitrates adjust redox conditions, which influence both fining and color.
- Historically, arsenic and antimony oxides were common fining agents but are now largely phased out for environmental and regulatory reasons.
In a typical bottle furnace, we also add 30–90% cullet depending on color and cullet availability, but I will come back to that in its own section.
The key point is simple: silica, soda ash, and limestone define the glass family. Once those ratios are chosen, we are in soda-lime territory, and every other additive (colorants, alumina, even boron) only fine-tunes the behavior of that base.
Which colorants (Fe, Cr, Se) create flint, amber, and green?
One recipe can create multiple “personalities.” Change just a few grams of metal oxides 3{#fnref3}, and the same furnace can pour flint, amber, or green bottles.
Iron impurities naturally push glass toward green, selenium and trace cobalt decolorize flint, iron plus sulfur and carbon create amber, and chromium oxide turns soda-lime glass into classic greens.

Iron: friend, enemy, and color base
Almost all silica sand contains some iron oxide (Fe₂O₃). That trace iron is the natural source of the faint green or blue-green tint you see at thick sections of standard flint.
For extra-clear flint, we can:
- Select low-iron sand, and
- Use decolorizers like selenium and tiny amounts of cobalt to shift the eye’s perception.
For amber and green, we embrace iron and combine it with other additives.
How we build each major color
Here is a simplified view of how common bottle colors are created:
| Color | Main oxides / additives | Effect and notes |
|---|---|---|
| Flint (clear) | Low Fe₂O₃, Se, trace Co | Neutral or slightly bluish clear, iron tint canceled |
| Extra-flint | Very low Fe, careful decolorizing | High brilliance, minimal tint |
| Amber / brown | Fe oxides + S + C (redox control) | Strong UV block, great for beer and light-sensitive products |
| Green | Cr₂O₃ ± Fe | Range from pale green to emerald |
| Blue | CoO (cobalt oxide) | High color strength, used sparingly |
Flint:
To counter iron’s green cast, we use small amounts of selenium and sometimes cobalt at carefully controlled levels. Selenium shifts color toward pinkish; balanced with green, the net result appears visually “clear.” Cobalt, in extremely low doses, contributes a faint blue that also neutralizes green.
Amber:
Amber glass uses a mix of iron, sulfur, and carbon, with careful redox control. Under the right conditions, iron and sulfur create a strong brown color that also blocks UV and parts of the visible spectrum. That is why beer and some pharmaceutical products love amber: color is not just cosmetic, it is a light-protection system 4{#fnref4}.
Green:
Chromium oxide (Cr₂O₃) is the classic green colorant. Depending on dose and furnace conditions, it can produce everything from soft green to deep emerald. Iron can deepen or shift the shade. Green is often forgiving to mixed-color cullet, which helps recycling.
We can also add cerium oxide or titanium oxide in some projects to boost UV blocking or tweak whiteness, but these are more niche choices.
In real bottle development, the discussion on color is not only visual. It directly touches cullet sourcing, recycled content, and cost, which is why brand owners sometimes choose amber or green on purpose, even when “clear” might look more premium at first glance.
How does cullet quality impact clarity, energy use, and cost?
“Use more recycled glass” sounds great in a sustainability report, but on the furnace floor, cullet can either be a blessing or the source of endless stones and color shifts.
High-quality, well-sorted cullet improves clarity, cuts furnace energy and raw-material cost, while dirty or mixed cullet adds defects, color drift, and process headaches that can cancel most of the benefits.

Why cullet is so valuable
Recycled glass cullet 5{#fnref5} is already melted glass, so it needs less energy to re-melt than fresh sand and carbonates. Every extra 10% cullet in the batch can:
- Reduce furnace energy consumption 6{#fnref6}.
- Lower CO₂ emissions by cutting both fuel use and raw carbonate decomposition.
- Decrease demand for quarried sand, soda ash, and limestone.
It also helps refine the melt, since cullet softens earlier and blends with the batch.
In modern container plants, it is common to see:
- 30–60% cullet for flint bottles when good cullet is available.
- Higher percentages for amber and some greens, which tolerate more mixed-color input.
What “good cullet” really means
From a technical point of view, not all cullet is equal. For bottle-grade cullet we care about:
-
Color purity
Flint furnaces need cullet that is essentially all clear. Even small shares of green or amber pieces will tint the melt. Amber and green furnaces are more tolerant. -
Freedom from contaminants
Ceramics, stones, metals, and refractory fragments do not melt like glass. They become stones, knots, and cords inside bottles, raising breakage risk and causing visual rejects. -
Absence of special glasses
Borosilicate, lead crystal, and tempered non-packaging glass must be kept out of soda-lime cullet streams. Their different chemistry and melting behavior can damage refractories or weaken bottles.
A quick comparison:
| Cullet attribute | Impact on production | Impact on bottles |
|---|---|---|
| Clean, color-sorted | Stable color, smooth operation | Good clarity, low defect rate |
| Mixed colors in flint | Unwanted tint or inconsistent batches | Off-shade flint, rejection by brand owner |
| Ceramics / metals | Stones, inclusions, furnace wear | Weak points, consumer complaints |
| Borosilicate / leaded | Chemistry mismatch, refractory attack | Risky cullet, needs separate stream |
When cullet quality drops, plants react by:
- Lowering cullet percentages.
- Spending more on sorting and cleaning.
- Accepting higher defect rates or running more inspection.
At some point, bad cullet becomes more expensive than virgin materials. This is why serious container producers are very picky about cullet sources and often prefer long-term contracts with reliable recyclers.
Cullet as a design and sourcing tool
For brand owners, cullet is not just an ESG topic; it is a design choice:
- Flint bottles with high recycled content need strong collection systems and very clean flint cullet.
- Amber and green can help absorb more recycled glass with acceptable color, which can lower both footprint and cost.
When we design a bottle project, we think not only about shape and capacity, but also about what cullet streams are realistically available near the furnace. That is the real limit behind many “50–80% recycled content” promises.
When are alumina or boron additives specified for performance?
Once the basic soda-lime recipe is in place, some projects push for “more”: more durability, more heat resistance, more chemical stability. That is where alumina and boron come into the conversation.
Alumina is a common minor additive in soda-lime bottles to improve durability and viscosity control, while boron is reserved for borosilicate and other specialty glasses when very high thermal or chemical performance justifies higher cost and separate recycling.
Alumina: the quiet strength booster
In standard container glass, Al₂O₃ typically shows up at 1–3%. It often comes from:
- Feldspar,
- Certain clays, or
- Dedicated alumina-bearing raw materials.
Alumina helps:
- Improve chemical durability, especially against slightly corrosive contents or repeated washing.
- Fine-tune viscosity at forming temperatures so glass flows well in molds but does not sag.
- Increase resistance to devitrification, which is the tendency of the melt to crystallize and form defects.
Because alumina is already part of typical soda-lime container glass, specifying slightly higher or lower Al₂O₃ is usually a matter of tuning, not a radical change. We might push it up a bit for bottles that see tough hot-fill or caustic wash conditions, as long as the furnace and forming process are designed for it.
Boron: for when soda-lime is not enough
Boron, introduced as borax or boric oxide, is a different story. When we add enough boron to matter, we move into borosilicate glass 7{#fnref7} territory:
- Thermal expansion drops sharply.
- Thermal shock resistance rises.
- Chemical resistance, especially to water, improves further.
This is perfect for:
- Laboratory reagent bottles and flasks that go in and out of autoclaves.
- Some pharmaceutical containers that demand high hydrolytic resistance.
- Heat-exposed items like cookware and coffee carafes.
But boron comes with trade-offs for mainstream packaging:
- Higher raw-material cost, since borates are more expensive than soda ash and limestone.
- Different melting behavior, often needing higher temperatures or special refractories.
- Incompatibility with standard soda-lime cullet streams, which complicates recycling.
Because of this, soda-lime container lines rarely use boron. Instead, if a project truly needs borosilicate performance, it moves to a dedicated borosilicate furnace and accepts the cost and logistics of a separate glass family.
Other performance additives
Beyond alumina and boron, we sometimes see:
- Cerium oxide for UV blocking in high-value products.
- Titanium oxide to tweak whiteness or durability.
- Special surface treatments (for example sulfur or tin atmospheres) at the hot end to reinforce the surface.
These are niche tools, not everyday additions. They make sense when a brand has a very clear performance or marketing requirement and is ready to pay for that extra margin.
Conclusion
Behind every “simple” glass bottle is a tuned recipe of silica, soda, lime, cullet, and trace oxides; once you understand that recipe, you can design bottles that balance price, performance, color, and sustainability instead of guessing in the dark.
-
Overview of common glass types and properties used in packaging. ↩ ↩
-
Technical breakdown of glass oxide compositions for different applications. ↩ ↩
-
Explanation of how metal oxides influence glass colour and appearance. ↩ ↩
-
Article describing why amber bottles protect beer from light damage. ↩ ↩
-
Industry summary of recycled glass cullet benefits and recycling loop. ↩ ↩
-
Discussion of how glass recycling reduces furnace energy demand and emissions. ↩ ↩
-
Technical overview of borosilicate glass structure and performance advantages. ↩ ↩






