
Bad light data can kill a deal. One buyer tests “amber,” another sees “too clear,” and the argument drags on while production waits and money burns.
For bottle light-transmittance testing, a UV-Vis spectrophotometer 1 (often with an integrating sphere 2), stable UV+visible light sources, and repeatable bottle fixtures are the core instruments that turn opinions into numbers and reduce disputes.

A practical view of bottle transmittance testing in real supply chains
What buyers actually mean by “light-transmittance”
In packaging, “light-transmittance” sounds simple, but it is rarely one number. Most technical teams care about spectral transmittance 3, which is a curve: how much light passes through the glass at each wavelength. That curve matters because UV damage 4 and visible light 5 inspection are not the same problem. A pharma buyer may want low transmission in the UV band, while a food buyer may accept more UV but demand a clean look in visible light.
In daily work, the curve is usually turned into decision metrics:
-
%T at critical wavelengths (like 300, 350, 400 nm).
-
Maximum %T in a band (for example, the worst point between 290–450 nm).
-
Average %T in a band (a single score for a range).
-
Sometimes visible transmission around the 500–700 nm region for appearance and line inspection.
That is why two labs can both be “right” and still fight. If one lab reports a single value at 450 nm and the other reports the maximum between 290–450 nm, the conclusion can flip.
Why bottle geometry makes instruments and fixtures inseparable
Flat glass coupons are easy. Bottles are not. A bottle wall is curved, thickness varies by panel and shoulder, and molded features scatter light. That means the instrument choice is only half the system. The other half is the measurement geometry created by the fixture:
-
Where the beam enters and exits.
-
How the bottle is centered.
-
Whether the detector captures only the straight-through beam or also scattered light.
A buyer may cut a flat section and test it like a window. A supplier may test the intact bottle wall at a defined height. Both methods can be valid, but they will not match unless the method is aligned in the contract.
The minimum “instrument stack” that prevents most arguments
A basic stack that works for most glass bottle programs looks like this:
-
UV-Vis spectrophotometer with stable wavelength accuracy and photometric performance.
-
Light source coverage for UV and visible. Most lab spectrophotometers handle this internally.
-
Fixture set to hold bottles and control alignment. A simple holder can outperform an expensive instrument if it is repeatable.
-
Standards and checks (wavelength, baseline, stray light, and reference materials) to prove the system is behaving.
Below is a practical checklist that has saved many purchase orders from turning into email wars:
| Item | Why it matters | What goes wrong without it |
|---|---|---|
| UV-Vis spectrophotometer with defined bandwidth and low stray light | Enables comparable %T curves across labs | “Same bottle, different curve” disputes |
| Bottle fixture with centering + height stop | Makes placement repeatable | Operator-to-operator drift looks like quality drift |
| Integrating sphere (when needed) | Captures scattered light for diffuse transmittance | Ribbed or embossed bottles read falsely “low” |
| Calibration/verification standards | Proves accuracy over time | Buyer rejects data as “unverified” |
| Agreed reporting template | Forces same wavelength range and metrics | People compare different numbers and argue |
One short story from the factory side: a buyer once flagged a “batch shift” based on a 420 nm single-point reading. When the same bottles were tested with an agreed 290–450 nm max-%T metric and consistent bottle height, the shift disappeared. The “problem” was the method, not the glass.
If the goal is fewer disputes, the system must be treated like a shared language, not just a machine.
Now let’s define spectral transmittance clearly, because this word is the root of most confusion.
What defines spectral transmittance in glass packaging?
People say “the bottle blocks UV,” but contracts need clearer language. Without a tight definition, the same bottle can pass one lab and fail another.
Spectral transmittance is the percentage of incident light that passes through the glass at each wavelength, reported as a curve (or band metrics) under a defined measurement geometry and sample condition.
The definition that removes ambiguity
Spectral transmittance is commonly expressed as T(λ) = It(λ) / I0(λ), where:
-
I0(λ) is the light intensity at wavelength λ without the sample (reference).
-
It(λ) is the intensity with the sample in place.
Most teams report %T(λ), which is 100 × T(λ). Some labs prefer absorbance, but for packaging acceptance, %T is easier for buyers to read.
The critical detail is that the definition is not complete without:
-
Wavelength range (example: 290–450 nm for UV protection programs).
-
Spectral bandwidth / data interval (too wide smooths peaks; too narrow adds noise).
-
Geometry (regular transmittance vs diffuse transmittance).
-
Sample state (whole bottle vs cut section; cleaned vs dusty; dry vs wet).
Two major measurement styles show up in disputes:
-
Regular transmittance: detector looks at the straight beam only. Good for clear, smooth samples.
-
Diffuse transmittance: detector captures scattered light too, often using an integrating sphere. Better for bottles with texture, embossing, coatings, or haze.
For many molded bottles, especially with heavy branding, diffuse effects are real. A regular setup can under-report transmission simply because light scatters away from the detector. When a buyer uses a sphere and a supplier does not, results can diverge fast.
Turning a curve into acceptance criteria that make sense
A curve is informative, but procurement needs pass/fail. The most stable approach is to define:
-
A wavelength band tied to product risk (UV band for light-sensitive products).
-
A single worst-case metric (maximum %T in that band).
-
A test location and thickness rule (same bottle height, or defined wall thickness).
Here is a clean way to write it into a spec:
| Spec element | Recommended wording style | Why it helps |
|---|---|---|
| Wavelength range | “Measure 290–450 nm” | Stops labs from using different windows |
| Metric | “Report max %T in band” | Avoids cherry-picking single points |
| Geometry | “Diffuse transmittance with integrating sphere” (if needed) | Controls scattering effects |
| Sample form | “Whole bottle at X mm from base” or “cut section of Y mm” | Prevents geometry mismatch |
| Conditioning | “Cleaned, dry, no labels, no closures” | Cuts noise from handling |
When spectral transmittance is defined this way, the result becomes a shared technical truth instead of a negotiation tactic.
Why standard instruments reduce buyer–supplier disputes?
Most disputes are not about glass quality. They are about method drift. One side uses a custom rig, the other uses a validated spectrophotometer, and neither trusts the other.
Standard instruments reduce disputes because they lock down wavelength accuracy, stray light, and repeatable geometry, so different labs can reproduce the same spectral curve within an agreed tolerance.

Disputes usually come from four avoidable gaps
In B2B packaging, these gaps show up again and again:
-
Different wavelength windows (one lab starts at 300 nm, another at 290 nm).
-
Different geometry (regular vs diffuse).
-
Different sample prep (labels removed vs not; residue left on glass).
-
Unverified instruments (no proof of wavelength accuracy or photometric performance).
Standard instruments help because they are designed to document and control these variables. A mature UV-Vis platform makes it easier to run verification routines and keep records that a buyer can audit.
What “standard” really means in practice
“Standard instrument” does not mean expensive. It means the system can demonstrate:
-
Wavelength accuracy and repeatability (so 350 nm is really 350 nm).
-
Photometric accuracy (so %T is not drifting week to week).
-
Low stray light (critical for dark amber where transmission is very low).
-
Stable baselines (so the reference is trustworthy).
Buyers accept data faster when the system is traceable and the procedure is written. Suppliers win when the same test can be repeated internally before shipping, and the buyer gets the same answer on arrival.
When the method is aligned, three good things happen:
-
Incoming inspection gets faster.
-
Corrective actions get sharper because the signal is real.
-
Price talks get cleaner because quality claims are measurable.
This is why many contracts now include a method appendix, not just a tolerance. That appendix can be short, but it must be specific.
| Contract attachment item | Typical detail to include | Business impact |
|---|---|---|
| Instrument type | UV-Vis spectrophotometer model class | Prevents “apples vs oranges” data |
| Accessory/fixture | Sphere vs direct, bottle holder drawing | Stops geometry drift |
| Report format | Curve + band metrics + test location | Makes results comparable |
| Verification | Frequency and standards used | Builds trust and reduces re-testing |
Standardization is not bureaucracy. It is a way to keep the discussion on results, not on suspicion.
Which spectrophotometers, fixtures, and light sources are essential?
Many teams buy a spectrophotometer first and think the job is done. Then the first bottle test looks noisy, and the blame goes to the machine.
Essential equipment includes a UV-Vis spectrophotometer with adequate UV coverage, the right transmission accessory (often an integrating sphere), and a bottle fixture that controls alignment, height, and repeatability.

Spectrophotometers that fit real bottle programs
For most glass packaging work, the practical choices are:
-
Benchtop UV-Vis spectrophotometer (single or double beam): the daily workhorse for 290–450 nm and visible.
-
UV-Vis-NIR systems: useful if programs extend beyond visible into near-IR for special applications, but not always needed.
-
Array-based spectrometers: fast, compact, great for production checks, but performance depends on design and stray light control.
Key performance points to check before buying or approving a lab:
-
Wavelength range that covers the target window.
-
Stray light performance for low-transmittance samples.
-
Spectral bandwidth appropriate for smooth curves without losing features.
-
Software reporting that exports curves and band metrics.
Fixtures: where repeatability is won or lost
For bottles, fixtures matter more than most people expect. A good fixture does three jobs:
-
Centers the bottle so the optical path is consistent.
-
Locks the height so the test spot is the same every time.
-
Controls the aperture so the beam does not clip edges or ribs.
Common fixture styles that work:
-
V-block and clamp with a defined stop.
-
Rotating bottle stage to average around the circumference when the bottle is not uniform.
-
Mask/aperture plates to isolate a flat panel zone.
-
Cylindrical sample holders designed for round specimens when using spheres.
For embossed bottles, a rotating approach often reduces false failures. It also makes buyer discussions easier because the average behavior is more representative.
Light sources: what matters and what does not
Most benchtop UV-Vis spectrophotometers include internal sources that cover UV and visible bands. In many systems, UV coverage is handled by a deuterium lamp 6, and visible by a tungsten-halogen lamp 7. Some platforms use xenon sources. What matters most is not the brand of lamp, but:
-
Stability over time (baseline drift ruins low-%T measurements).
-
Adequate UV intensity in the target band.
-
Maintenance and replacement plan (old lamps create hidden drift).
If a custom rig is being used, the light source becomes a bigger risk. A “bright” lamp is not the same as a stable, well-characterized source.
| Component | Minimum requirement | Good upgrade when disputes are common |
|---|---|---|
| Spectrophotometer | UV-Vis with stable wavelength and photometric control | Lower stray light, better baseline stability |
| Accessory | Direct transmittance holder for simple clear glass | Integrating sphere for textured/embossed bottles |
| Bottle fixture | Height stop + centering clamp | Rotation stage + defined aperture masks |
| Light source | Stable UV+VIS coverage | Better stability + maintenance tracking |
When these pieces are selected together, the data stops looking like “lab art” and starts looking like a supply chain control tool.
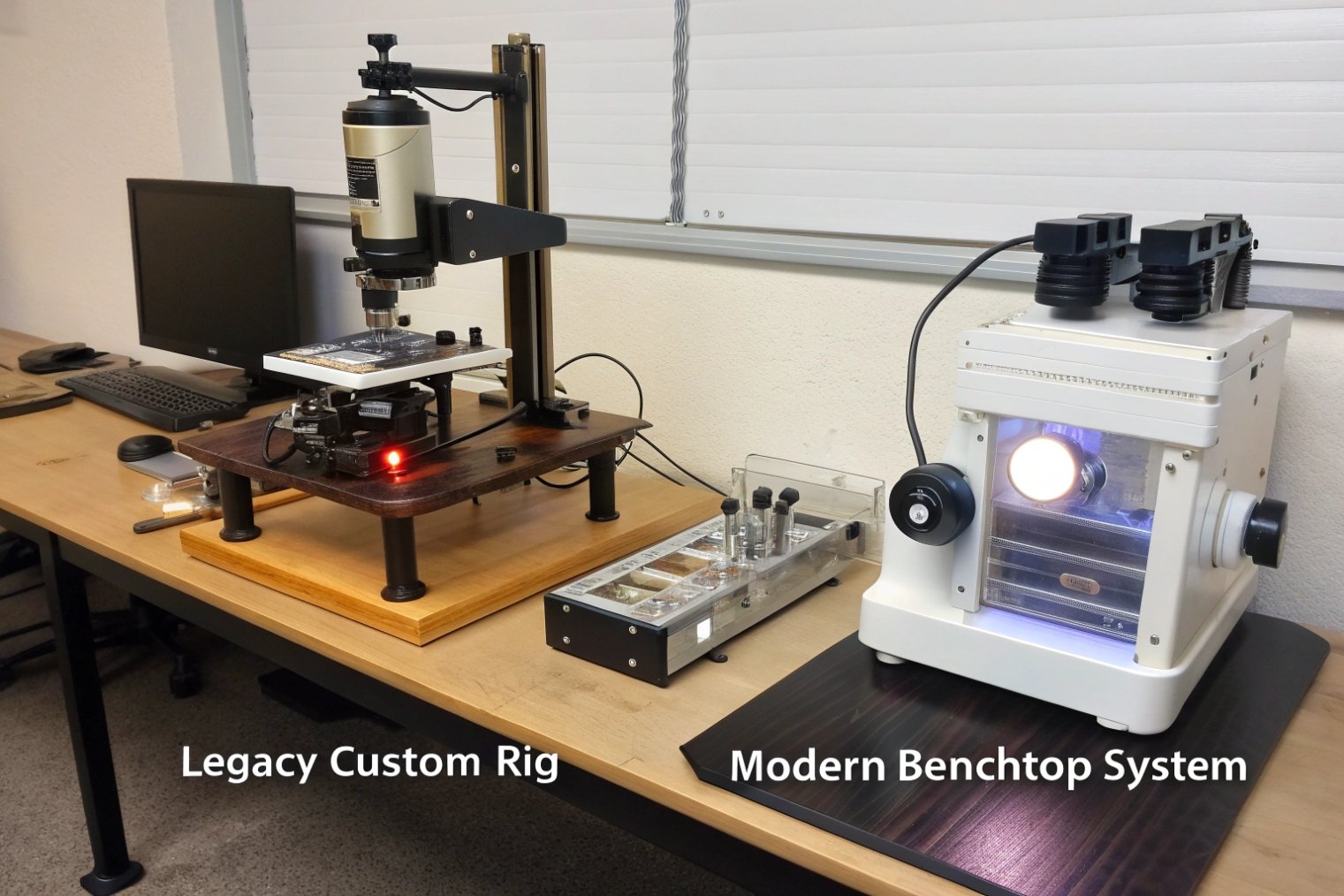
Are compact benchtop systems replacing custom rigs for bottles?
Custom rigs can feel flexible. They also become fragile when staff changes, parts age, or the buyer asks for traceability and audits.
Compact benchtop UV-Vis systems are replacing many custom rigs because they offer validated optics, better documentation, and consistent geometry through accessories—though odd bottle shapes still benefit from custom fixtures.
Why benchtop systems are winning more projects
Three forces are pushing the shift:
-
Audit culture: regulated and premium brands want traceable methods and records.
-
Speed: modern software templates and automated reporting cut turnaround time.
-
Repeatability: a stable optical bench reduces the “operator effect.”
A good benchtop system also makes it easier to run verification routines on schedule. That alone can prevent months of back-and-forth when a buyer questions one batch.
What custom rigs still do better
Custom setups are not “wrong.” They can be the best option when:
-
Bottles are very large, very dark, or very irregular.
-
The test needs an unusual geometry (for example, through a curved shoulder at a specific angle).
-
The program requires in-line or at-line checks on a production floor.
In these cases, the smart approach is often hybrid:
-
Use a benchtop UV-Vis as the reference method.
-
Use the custom rig as a production screening method that is correlated back to the reference.
That way, production gets speed, and procurement gets trust.
A simple decision guide for switching away from custom rigs
If the goal is to reduce disputes, the first question is not “can the rig measure?” It is “can two labs reproduce the same number?”
| Situation | Best primary method | Why |
|---|---|---|
| Clear/low-scatter bottles | Benchtop UV-Vis with direct transmittance | Simple geometry, strong repeatability |
| Embossed, textured, coated bottles | Benchtop UV-Vis + integrating sphere | Captures scattered light consistently |
| Many SKUs, frequent buyer audits | Benchtop system with locked templates | Fast, documented, repeatable reporting |
| Extreme shapes or unique optical paths | Benchtop as reference + custom fixture | Keeps traceability while handling geometry |
The trend is clear: compact systems are taking over the “standard” jobs. Custom rigs are moving toward special cases and production screening.
In practice, this shift is good for both sides. Buyers get a method they trust. Suppliers get fewer re-tests, fewer holds, and fewer emails that start with “your data doesn’t match ours.”
Conclusion
Better transmittance testing needs a full system: UV-Vis, correct geometry, strong fixtures, and shared reporting. When method is aligned, disputes shrink and orders move.
Footnotes
-
A primary analytical instrument used to measure how chemical substances absorb or transmit light in specific spectrums. ↩ ↩
-
A specialized optical component used to collect scattered light for accurate measurement of diffuse transmittance in textured materials. ↩ ↩
-
Official standards for testing physical and optical properties of glass materials used in global manufacturing. ↩ ↩
-
Scientific research detailing how ultraviolet radiation causes chemical degradation in light-sensitive pharmaceutical and cosmetic products. ↩ ↩
-
Comprehensive overview of the portion of the electromagnetic spectrum visible to the human eye and its properties. ↩ ↩
-
A high-intensity light source used in spectroscopy to provide continuous radiation across the ultraviolet wavelength range. ↩ ↩
-
A specialized incandescent lamp providing a stable and continuous light source for the visible and near-infrared spectrums. ↩ ↩






