
What effects does the secondary remelting of glass bottles have on their composition?
Remelt looks like a free win, but chemistry drift can silently grow. Then seeds rise, color shifts, and viscosity moves away from the forming window.
Secondary remelting mainly shifts volatile species and redox. Alkali and sulfate can drop from evaporation, while contaminants and refractory pickup can rise. These shifts change viscosity, fining, and color stability.

How does remelt chemistry really drift in bottle furnaces?
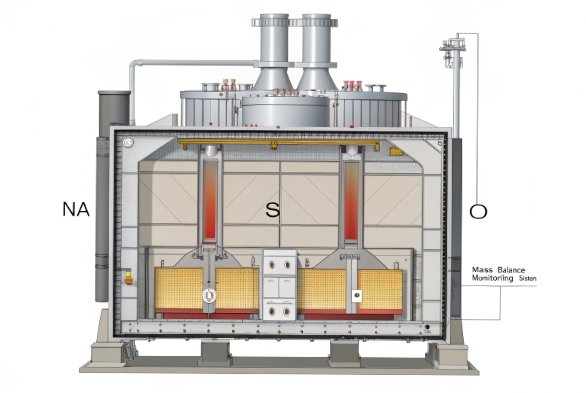
Secondary remelting usually means one of two things. It can mean high internal cullet return. It can also mean post-consumer bottle cullet being melted again into new containers. In both cases, the melt sees a new surface history and a new gas history. That matters because most “composition drift” is driven by reactions at surfaces.
What changes first during re-melt?
Volatile components move first. In soda-lime melts, alkali species can evaporate from the melt surface, and some sulfur species can leave with flue gas. Studies on glass melt evaporation show common volatile species include alkali hydroxides and alkali salts, and these losses can turn into furnace dust and deposits. (See volatilization studies 1) The loss trend is not linear. It can jump when temperature, foam coverage, or furnace atmosphere changes.
What changes next?
Redox shifts come next. Cullet often carries organics, inks, labels, and coatings. These materials push the melt more reducing unless the furnace provides enough oxygen potential. Redox shifts can change sulfate behavior, fining efficiency, and iron color state. That is why color can drift even when “major oxides” look stable.
What can rise during repeated remelt?
Some oxides increase because they are not volatile. Al2O3, ZrO2, and other refractory-related species can rise if wear increases, or if ceramic contaminants enter the cullet stream. Even tiny ceramic contamination can seed stones and devitrification 2.
| Drift item | Typical direction in remelt-heavy runs | Why it moves | What it breaks first |
|---|---|---|---|
| Na2O / K2O (effective) | Down | evaporation from hot melt surface | viscosity, working range |
| SO3 (in-glass) | Down (or unstable) | fining reactions + volatilization | seeds, foam, reboil |
| Fe redox state | More variable | organics + furnace oxygen swings | flint tint stability |
| Al2O3 / ZrO2 (trace) | Up (if contamination) | refractory wear or ceramics | stones, clarity, strength |
| Chlorides/halides (trace) | Variable | cullet contamination + volatility | deposits, corrosion, emissions |
This is why a good remelt plan treats composition as a living system. It tracks what leaves the melt, what enters with cullet, and what the furnace atmosphere is doing each day.
The next sections break this down into the exact shifts, the viscosity impact, the correction levers, and what automation is likely to do next.
What shifts occur during re-melting chemistry?
Remelt does not “reset” glass. It carries history forward. That history shows up as drift in volatiles, redox, and trace contamination.
During re-melting, alkali and sulfate can be lost by volatilization, while redox can shift due to cullet organics. Trace pickup from refractories and ceramics can also rise, even when major oxides stay close to target.
1) Volatile losses: alkali and sulfur are the usual suspects
Soda-lime container glass contains a meaningful fraction of Na2O, and Na2O is tied to melt workability. Experimental and modeling work on volatilization from soda-lime melts shows sodium loss can be significant and depends on temperature and conditions. In industrial context, evaporation species can include NaOH and KOH, and also alkali salts such as Na2SO4 under oxidizing conditions. Under more reducing conditions, elemental Na and K can appear as volatile species. This matters because reducing pockets can appear during heavy cullet remelt if organic load is high.
Sulfate behavior is also sensitive. Sodium sulfate fining releases gases at high temperature in oxidized melts, and sulfate can also volatilize or dissociate. If the sulfate balance swings, foaming and fining can swing with it.
2) Redox drift: cullet changes the oxygen demand
Labels, coatings, and residual organics in cullet push the melt more reducing. That changes:
- Fe2+/Fe3+ balance (flint tint),
- sulfate speciation and fining behavior,
- reboil risk when the melt moves back toward oxidizing zones later.
3) “Non-volatile” accumulation: contamination and wear
Repeated remelt can increase the chance of:
- ceramic inclusions (stones),
- refractory wear pickup (Al2O3, ZrO2, Cr2O3 in some designs),
- cord from poor mixing between slightly different cullet families. (See cullet quality issues 3)
| Shift type | Where it starts | What the plant usually sees | Fast check |
|---|---|---|---|
| Alkali loss | hot melt surface | viscosity creep, higher gob temperature need | lab XRF trend + forehearth temp trend |
| Sulfate drift | fining zone + atmosphere | foam events, seed variability | SO3 in glass + emissions trend |
| Redox drift | cullet entry + melting zone | color drift, reboil episodes | Fe redox proxy + color ΔE |
| Contamination pickup | cullet handling + refractories | stones, streaks, weak spots | defect sorting + cullet audit |
A stable remelt program starts by separating these shift types. Each shift has a different control lever. Mixing them together makes troubleshooting slow and expensive.
How do volatilization losses impact viscosity control?
A bottle line is a viscosity business. If viscosity drifts, everything else becomes harder.
Volatilization losses matter because alkali lowers viscosity in soda-lime glass. When effective Na2O/K2O drops, viscosity rises at the same temperature, so the forehearth must run hotter or slower to keep forming stable. Sulfate drift also changes fining and foam, which can indirectly change temperature stability and viscosity uniformity.

Why a small Na2O loss can feel big on the line
Na2O is a strong flux. It lowers melting temperature and lowers viscosity. If Na2O is lost by evaporation during remelt-heavy operation, the glass becomes “stiffer” at the same temperature. The plant often reacts by:
- raising forehearth setpoints,
- widening burner adjustments,
- reducing belt or shear disturbances to avoid defects,
- accepting more variation in gob delivery.
That reaction can hide the real root cause. The line “runs,” but energy rises and defects shift.
How atmosphere and foam change the volatility story
Volatilization is not only chemistry. It is also mass transfer at the melt surface. A foam layer can change surface exchange. Furnace atmosphere can shift which volatile species dominate. Research on evaporation modeling in glass furnaces points out that foam layers and convection can strongly affect evaporation rates of minor species. (See foam layer effects 4)
So viscosity drift can spike after:
- a foam event,
- a burner imbalance that changes local oxygen potential,
- a cullet quality change that changes redox.
The sulfate link: why SO3 drift hits viscosity indirectly
SO3 does not control viscosity the way Na2O does, but it controls fining reactions and foam behavior. Foam and unstable fining change heat transfer. Heat transfer changes temperature uniformity. Temperature uniformity is viscosity uniformity.
A practical way to keep viscosity stable during remelts
- Track “effective alkali” in glass chemistry, not only batch target.
- Use a viscosity proxy, like forming temperature needed for stable finish.
- Tie alarms to trends, not single samples.
| Viscosity symptom | Likely chemistry cause in remelt runs | First action | Second action |
|---|---|---|---|
| Need higher forehearth temp to hold shape | alkali loss | confirm Na2O trend in glass | adjust batch alkali input and volatility drivers |
| More shear marks / poor mold fill | higher viscosity at delivery | confirm gob temp vs defects | tune heat profile, then chemistry |
| Higher energy per ton | compensation heating | check alkali loss and foam | reduce volatility and stabilize fining |
| Sudden stiffness swings | redox and foam events | check SO3 and redox indicators | fix cullet contamination and oxygen balance |
The main point is simple: volatilization makes chemistry drift, and chemistry drift becomes viscosity drift. If viscosity is controlled, yields and speed usually improve at the same time.
Which additives correct alkali and sulfate drift?
Correction is real, but it must be disciplined. Over-correction creates new drift.
Alkali drift is usually corrected with soda ash (Na2CO3) or other alkali sources, while sulfate drift is corrected with sodium sulfate and by redox balancing that keeps sulfate effective. Nitrates are often used as oxidizers to support redox targets, but they must be used with an emissions plan.

1) Correcting alkali drift
If effective Na2O is dropping, the cleanest correction is usually more Na2O in the batch. The common industrial route is soda ash, since it is a direct Na2O source in glassmaking practice. (See soda ash properties 5)
Key rules that keep this safe:
- correct in small steps,
- allow for residence time lag,
- confirm with glass chemistry, not only batch math,
- watch viscosity and CTE (Coefficient of Thermal Expansion) 6 side effects.
2) Correcting sulfate drift
Sulfate in container glass is often managed through sodium sulfate additions. Sulfate fining works strongly in oxidized melts. The onset of sulfate decomposition fining in oxidized melts is often discussed in the ~1430–1480°C region for sodium sulfate reactions. If redox shifts too reducing, sulfate behavior changes, foaming can rise, and the “same sulfate dose” no longer gives the same fining result.
So sulfate correction is not only “add more Na2SO4.” It is also:
- keep the melt oxygen potential in the right band,
- reduce organic contamination in cullet,
- stabilize carbon inputs and fining package.
3) Redox helpers: nitrates and carbon
Nitrates are oxidizers. They can help keep multivalent systems in the right state and can help stabilize redox during melting. Still, nitrates can impact NOx emissions. That is why a plant should treat nitrates as a controlled helper, not as a blanket fix. (Read about nitrate reactions 7)
Carbon is the opposite lever. It is used when the melt is too oxidizing for a target color or fining balance. In remelt programs, extra carbon usually increases risk unless the plant has very stable oxygen control.
4) “Do not forget the stabilizers”
When alkali is corrected upward, the durability balance must remain safe. CaO and MgO stabilize soda-lime glass against solubility issues. A good correction plan checks that stabilizer levels stay within the plant’s durability and devit margins.
| Drift problem | Primary correction | Support control | Main risk if overused |
|---|---|---|---|
| Na2O low / viscosity high | soda ash increase | reduce volatilization drivers | higher CTE, durability drift |
| SO3 low / seeds rising | sodium sulfate tuning | keep redox oxidizing enough | SOx emissions, foam |
| Melt too reducing | increase oxidizing capacity (air/oxy, small nitrate) | clean cullet and labels | NOx, color shift |
| Melt too oxidizing | controlled carbon or adjust combustion | protect sulfate balance | sulfide formation, color issues |
A good plant does not “chase numbers” every hour. It sets a band and uses slow, measured corrections. That is how remelt stays stable at high cullet rates.
Will closed-loop sensors auto-dose during remelts?
Manual correction works, but it is slow. Remelt drift can move faster than a lab cycle.
Closed-loop auto-dosing is becoming realistic because real-time measurement tools like LIBS can provide fast elemental signals, and modern feeders can change batch recipes quickly. Still, melt residence time and mixing lag mean most systems will use model-predictive control, not instant feedback.
What sensors can measure fast enough?
Laser-Induced Breakdown Spectroscopy (LIBS) is one of the most discussed tools for fast elemental measurement in industrial melts and in batch streams. Technical reports and industry systems describe LIBS as a way to measure elemental concentrations in real time and in situ, and it has been developed for glass melt constituent measurement in research and industrial programs. (See LIBS for glass 8)
In practice, plants may use:
- LIBS on batch and cullet streams for fast incoming chemistry control,
- periodic XRF lab checks for confirmation,
- oxygen potential and combustion sensors for redox control (see oxygen sensors 9),
- temperature field sensing for forehearth stability.
Why closed-loop control in glass is not like closed-loop in liquids
The melt has a long delay. If the furnace residence time is hours, a change in dosing shows up hours later. So a true auto-dose system needs:
- a dynamic model of the furnace,
- prediction of how a dosing change will move glass chemistry later,
- constraints to avoid oscillation.
This is why the most realistic control architecture is:
- fast sensor signals,
- model-predictive control (MPC),
- slow recipe adjustments with safeguards,
- alarms when drift comes from cullet contamination rather than recipe error.
Where auto-dosing will land first
The first wins are usually “low-risk, high-payoff” loops:
- adjust soda ash slightly when effective Na2O drifts,
- adjust sulfate within a narrow band to stabilize seeds,
- adjust colorants to correct small tint drift,
- adjust oxidizer input when redox proxy trends out of band.
What still blocks full automation
- inconsistent cullet contamination events that sensors cannot classify fast,
- sensor maintenance and calibration drift,
- plant culture and trust in the control system,
- capital cost and integration into legacy furnaces.
| Control layer | What it can auto-fix | What it cannot auto-fix well |
|---|---|---|
| Batch/cullet sensing | slow chemistry drift | sudden ceramic contamination |
| Redox sensing | oxygen potential drift | hidden organics in cullet spikes |
| Model-predictive dosing | stable alkali and sulfate bands | major furnace hardware issues |
| Defect correlation AI | early warning on stones/seeds | guaranteed root cause without sampling |
Closed-loop systems will not remove human judgment. They will reduce the number of “surprise shifts,” especially during heavy remelt operation. That alone can improve yield and cut energy per ton.
Conclusion
Secondary remelting shifts volatiles and redox first. Control alkali loss, stabilize sulfate and redox, and use fast sensing plus predictive dosing to keep viscosity and seeds stable. (See sustainable glass melting 10)
Footnotes
-
Research on the mechanism of sulfate fining and gas release in glass melts. ↩
-
Overview of devitrification phenomena and control in glass manufacturing. ↩
-
FEVE sustainability report discussing cullet quality and recycling benefits. ↩
-
Technical article on sulfate fining efficiency and foam formation. ↩
-
PubChem data on Sodium Carbonate (soda ash) and its properties. ↩
-
Explanation of thermal expansion coefficients in materials science. ↩
-
Study on the role of nitrates in glass batch reactions. ↩
-
Review of LIBS technology for real-time elemental analysis in industrial processes. ↩
-
Overview of oxygen analyzers for combustion control in furnaces. ↩
-
Article on technologies driving sustainable glass melting practices. ↩






