
Many brand owners assume that if a glass bottle survives the furnace, it can survive the filling line. However, a significant percentage of "thermal" failures are actually mechanical stress failures triggered by heat, originating right at the neck finish. If your thread tolerances are loose, you aren’t just risking a leak; you are risking the structural integrity of the entire package during thermal processing.
Yes, absolutely. Thread tolerance defines the mechanical interaction between the glass finish and the closure. Poor tolerances create uneven stress points that, when compounded with thermal expansion and contraction during hot-fill or pasteurization, can exceed the glass’s tensile strength, leading to "finish checks" or complete neck separation.

The Silent Stress: Finish Geometry and Thermal Dynamics
In my two decades at FuSenglass, I have troubleshot countless "mystery breakages" where the client blamed the glass recipe, but the culprit was actually the thread geometry. The "Finish"—the part of the bottle that holds the cap—is a precision interface. Unlike the body of the bottle, which has some room for variation, the finish must match the closure within fractions of a millimeter.
The Physics of the "Cooling Death Grip"
The relationship between thread tolerance and heat resistance is governed by the Coefficient of Thermal Expansion (CTE) 1.
- The Glass: Has a low CTE. It expands and contracts relatively little.
- The Cap (Metal or Plastic): Has a much higher CTE. It expands significantly when hot and contracts aggressively when cooling.
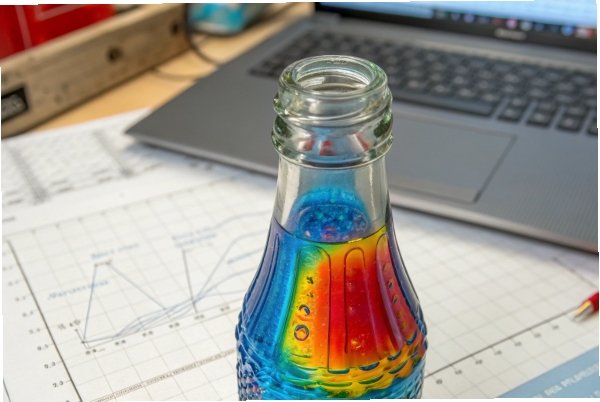
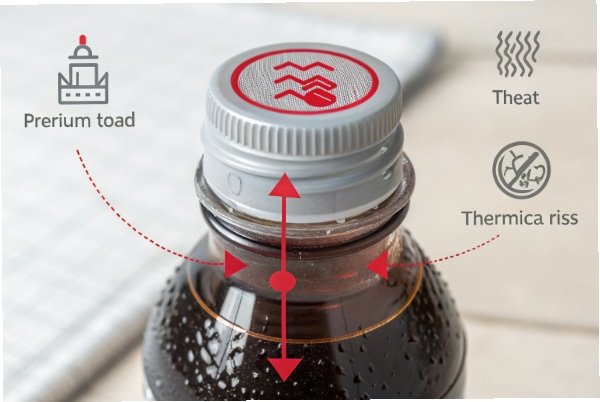
Here is the critical scenario: You hot-fill a bottle at 90°C and cap it. Both the glass and cap heat up and expand. As the bottle enters the cooling tunnel, the cap (especially metal) contracts faster and harder than the glass. If the thread diameter (T dimension) is at the upper limit of its tolerance (too wide), the shrinking cap exerts an enormous inward "hoop stress" on the glass finish. If the threads are not perfectly smooth or if the dimensions are off, this clamping force doesn’t distribute evenly—it focuses on a single point, snapping the neck.
Precision as a Thermal Shield
Controlling tolerance is not just about fit; it is about stress management. A finish manufactured to tight tolerances allows for a calculated "clearance." This clearance acts as a buffer zone, accommodating the differential expansion of materials without transferring destructive loads to the glass. At FuSenglass, we view the finish as the most engineered part of the container. It is not just a spout; it is a thermal expansion joint.
| Dimension | Definition | Thermal Risk if Out-of-Spec |
|---|---|---|
| ‘T’ Dimension | Major Thread Diameter | If too large: Cap binds during cooling, causing hoop stress failure. |
| ‘E’ Dimension | Minor Wall Diameter | If too small: Cap threads strip or jump; poor seal integrity during heating. |
| ‘H’ Dimension | Height of Finish | If too high: Cap bottoms out before sealing, leading to leaks during pasteurization. |
| ‘S’ Dimension | Start of Thread | If variable: Cap engages unevenly, creating side-load stress. |
Now that we have established that the finish is an active participant in thermal dynamics, let’s explore exactly how variations lead to failure.
How can thread dimensional variation increase finish stress and cracking risk during hot-fill or pasteurization?
The margin for error in a hot-fill process is microscopic. When you introduce heat, you energize the molecular structure of the materials, making them more susceptible to mechanical forces. Dimensional variation turns a safe process into a gamble.
Dimensional variation creates localized pressure points rather than a distributed load. During the thermal cycle, as materials expand and contract, these high-pressure contact points act as stress concentrators (“stress risers”) 2. If the stress at these points exceeds the glass’s threshold (approx. 4,000-6,000 psi tension), the finish will crack, typically resulting in vertical hairline fractures known as "crizzling."
The Mechanics of Interference Fit
In a perfect world, the threads of the bottle and the cap slide past each other with a microscopic air gap until the liner compresses against the sealing surface (the "land"). However, if the glass threads are ovalized or the molding seam is prominent (flash), you get an "interference fit."
During pasteurization, the internal pressure of the bottle rises (often reaching 50-90 psi). This pressure tries to push the cap off. The threads are the only thing holding it down. If the contact between the glass thread and cap thread is limited to a small, high spots due to poor tolerance, all that retention force is focused there.
- Hot Phase: The cap softens. The stress might deform the cap (doming).
- Cooling Phase: The cap hardens and shrinks. That high spot on the glass thread now digs into the hardening cap. The glass cannot yield. The result is a vertical crack starting from the thread root.
The Danger of "Ovality"
One of the most common tolerance issues we fight is ovality—where the finish is slightly egg-shaped rather than circular.
- Cold Fill: The cap might just feel a bit tight.
- Hot Fill: The oval shape creates two distinct pinch points. As the cap cools and contracts, it tries to force the oval glass into a circle. Glass does not bend; it breaks. We maintain strict ovality limits (typically < 0.5mm deviation) to prevent this "crushing" effect during the cooling cycle, verified with contact-free ovality measurement 3.
| Variation Type | Physical Effect | Thermal Consequence |
|---|---|---|
| Oversized ‘T’ | Reduces thread clearance. | Cap contracts onto glass; Hoop stress rupture. |
| Undersized ‘T’ | Reduces thread engagement. | Cap jumps threads under internal steam pressure. |
| Ovality | Non-uniform contact. | Pinch points crack during cooling contraction. |
| Seam Flash | Sharp protrusion on thread. | Cuts liner; initiates crack during thermal expansion. |
Which thread/finish features (crest sharpness, lead-in, land width) are most sensitive to thermal expansion and capping load?
Not all parts of the thread are created equal. Some features are merely structural, while others are critical interfaces that transfer energy and load. Identifying these sensitive features is key to designing a heat-resistant package.
The thread crest sharpness and the flatness of the sealing surface (land width) are the most sensitive features. A sharp crest acts as a "knife edge" that concentrates capping torque into a cutting force, while an uneven land width prevents the liner from sliding during thermal expansion, causing the liner to bunch up or tear, breaking the hermetic seal.
The Thread Crest: Round vs. Sharp
The "Crest" is the very top peak of the glass thread.
- Ideal Profile: It should be fully rounded (radius).
- The Problem: If the mold is worn or the glass is too cold during forming, the crest can become sharp or flattened with jagged edges.
- Thermal Impact: Under the high torque required for hot-fill sealing, a sharp glass crest digs into the cap material. When the cap tries to expand during pasteurization, it is "keyed" or locked into the glass by this sharp edge. It cannot slide. This mechanical lock fights the thermal expansion, building up immense shear stress until the glass thread shears off or the neck splits.
The Sealing Land: The Guardian of the Vacuum
The "Land" is the top flat surface of the bottle rim. This is where the liner sits.
- Flatness: It must be perfectly flat.
- Width: It needs enough surface area to compress the liner, but not so much that it requires massive torque to seal.
- Thermal Sensitivity: During the cooling process, a vacuum forms inside the bottle. This vacuum pulls the cap down. If the land is uneven (saddle finish) or has a "dip," the liner may pull away, breaking the vacuum. Worse, if the land has a "wire edge" (a sharp rim), the increased down-force from the vacuum can cause that sharp edge to cut through the liner, destroying the seal integrity.
The Thread "Run-out" or Tail
Where the thread fades into the neck (the tail) is a common stress point. If this tail ends abruptly or is too thick, it creates a wedge. When the cap is screwed down, the skirt of the cap hits this wedge. As the bottle travels through the pasteurizer, the heat softens the cap skirt, allowing it to deform over this wedge. When it cools, it hardens in that deformed shape, permanently locking stress into the neck.
| Feature | Function | Thermal Failure Mode |
|---|---|---|
| Thread Crest | Engages cap lug/thread. | Sharpness: Digs into cap, preventing thermal movement, causing shear. |
| Sealing Land | Interface with liner. | Unevenness: Vacuum failure during cooling. Liner cut-through. |
| Thread Lead-in | Guides cap application. | Steepness: Cross-threading leading to uneven stress loading. |
| Neck Ring Seam | Mold parting line. | Protrusion: Interferes with cap skirt, causing side-load stress. |
How should closure matching and torque settings be adjusted when thread tolerances vary across production lots?
In a perfect factory, every batch of bottles is identical. In reality, glass is a living material, and slight variances occur between mold sets. Relying on a "set and forget" torque strategy is a recipe for disaster.
Torque settings must be dynamic, not static. When thread tolerances vary, you must move from a "Static Torque" approach to a "Removal Torque" target strategy. If a lot runs toward the high limit of the ‘T’ dimension, application torque should be slightly reduced to prevent over-stressing the glass, while ensuring the removal torque remains within the safe sealing range.

The Myth of Application Torque
Many bottlers set their capper to "X inch-pounds" and assume they are safe. However, Application Torque is just the effort to spin the cap. It does not tell you how well the bottle is sealed.
- Tight Glass: If the glass threads are wide (High T), 15 in-lbs of application torque might be entirely consumed by friction, resulting in zero compression on the liner. You have a loose seal despite "correct" torque.
- Loose Glass: If the glass threads are narrow (Low T), that same 15 in-lbs might crush the liner and grind the glass finish to dust.
The "Back-Off" Phenomenon
In hot-fill, "Back-Off" is the enemy. Heat softens the liner. The compressed liner relaxes. The cap expands. The result is that a bottle capped at 20 in-lbs might exit the cooler with only 5 in-lbs of removal torque.
- Adjustment Strategy: We recommend monitoring Removal Torque (Immediate vs. 24-hour) using ASTM D3198 application and removal torque testing 4.
- If you detect variance in glass tolerance (e.g., a new mold set), you must perform a thermal cycle test immediately.
- If the glass is "tight," use a higher-temperature liner or a cap with a different thread pitch to compensate, rather than just cranking up the torque.
- Do not force it: Increasing torque on tight glass to "make it fit" is the primary cause of Delayed Glass Fracture (DGF). The bottle may look fine but will explode on the shelf days later.
Matching the Closure
Sometimes the glass is within spec, but the cap is wrong.
- Metal Caps: Unforgiving. Require precise glass tolerances. Best for vacuum retention but highest risk of thermal shock breakage.
- Plastic Caps: More forgiving due to elasticity. They can absorb some tolerance mismatch.
If your glass supplier (like FuSenglass) informs you of a deviation in a lot (e.g., T dimension is +0.2mm but still functional), you should switch to a liner with higher compressibility to absorb that variance without requiring dangerous torque levels.
| Scenario | Glass Condition | Torque Adjustment | Risk Mitigation |
|---|---|---|---|
| Standard Production | Nominal Specs | Standard Set Point | Regular 15-min torque checks. |
| "Tight" Glass | High ‘T’ Dimension | Lower Application Torque | Ensure liner compression is sufficient visually. |
| "Loose" Glass | Low ‘T’ Dimension | Maintain/Slight Increase | Watch for "stripped" threads or jumping caps. |
| High Heat Cycle | Pasteurization > 45 mins | Increase Initial Torque | Compensates for liner softening/relaxation. |
What inspection methods and acceptance criteria best control thread tolerance to protect heat performance and sealing integrity?
You cannot manage what you do not measure. To protect your brand from thermal failures, your quality control must move beyond simple visual checks to rigorous dimensional verification.
The most effective control uses a combination of Go/No-Go thread gauges for rapid line checks and Optical Comparator measurement for detailed profile analysis. Acceptance criteria should follow GPI (Glass Packaging Institute) or ISO guidelines, specifically focusing on the Sink (S dimension) and Ovality, with a Zero Tolerance policy for "sharp fin" defects on the sealing surface.
The Three Layers of Inspection
At FuSenglass, we employ a "Defense in Depth" strategy for finish inspection:
-
Level 1: The Ring Gauge (Go/No-Go)
- Method: A hardened steel ring is screwed onto the bottle.
- Purpose: Checks the functional fit. If the "Go" gauge jams, the ‘T’ dimension is too large or the ovality is bad.
- Frequency: Every 30 minutes on the cold end.
- Limitation: It doesn’t tell you why it failed, only that it did.
-
Level 2: The Caliper & Height Gauge
- Method: Manual measurement of key finish dimensions, including the neck finish “T” dimension measurement 5.
- Purpose: Verifies specific dimensional data points against the blueprint.
- Critical Check: We measure the T dimension at 0° and 90° to calculate ovality. If ovality > 0.6mm (for standard ware), it is rejected for hot-fill use.
-
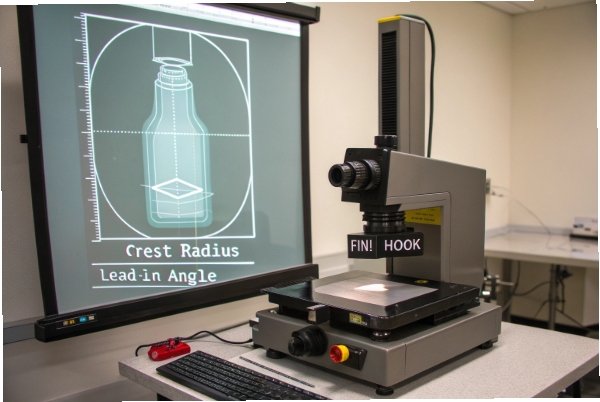
Level 3: Optical Comparator (The Gold Standard)
- Method: Projects a magnified shadow of the thread profile onto a screen.
- Purpose: This is the only way to see the Thread Crest Radius and Lead-in Angle. It allows us to see if the thread is sharp (stress riser) or if the mold seam is interfering with the seal.
- Criterion: Any "hook" or "fin" of glass larger than 0.1mm on the thread profile is an automatic fail for heat-resistant ware.
Acceptance Criteria for Thermal Ware
For bottles intended for hot-fill or pasteurization, the criteria are stricter than for cold-fill.
- Verticality: The finish must be parallel to the bottle axis. A tilted finish (cocked neck) ensures uneven liner compression and leakage during heating. Limit: Max 0.8mm deviation.
- Sealing Surface Flatness: max 0.2mm variance.
- Thermal Shock Test (ASTM C149): While usually for the body, we inspect the finish specifically after this test. Even if the bottle doesn’t break, if we see "checks" (small cracks) in the threads under polarized light, the lot is suspect—validated against ASTM C149 thermal shock resistance testing 6.
- Residual Stress Verification: We use polarized inspection aligned with ASTM C148 polariscopic examination 7 to identify stressed finishes that will crack under heat + torque.
When diagnosing root causes, defect taxonomies help standardize what operators mean by “checks.” A practical reference is Berlin Packaging’s description of the “Checks on the Finish” defect 8.
| Inspection Method | Target Defect | Acceptance Criterion (Typical) |
|---|---|---|
| Go/No-Go Gauge | Oversize/Undersize T | Must pass freely without force. |
| Digital Caliper | Ovality (Out of Round) | Max deviation < 0.5mm – 0.7mm (size dependent). |
| Optical Comparator | Sharp Crests / Flash | Crest radius > 0.5mm; No fins. |
| Polariscope | Residual Stress | Grade < 3 (Real Temper Number). |
Conclusion
Thread tolerance is not just a manufacturing detail; it is the boundary condition for your product’s thermal survival. A bottle with poor thread geometry is a pre-loaded spring waiting for the trigger of heat to fail. By understanding the mechanics of interference fit, prioritizing critical features like crest radius, and implementing dynamic torque strategies, you can virtually eliminate finish-related thermal breakage.
To build stronger designs before tooling, many engineering teams simulate worst-case tolerance stacks and capping loads using finite element analysis (FEA) modeling 9. And to ensure closure fit remains consistent across suppliers, procurement should align neck specs such as “E” vs. “T” dimensions and thread depth 10 in both the bottle print and the cap print.
Footnotes
-
Compare expansion coefficients to quantify why caps clamp harder than glass during cooling. ↩ ↩
-
Explains why localized geometry/contact points multiply stress during thermal cycling. ↩ ↩
-
Shows how ovality is measured and why out-of-round necks create pinch-point failures. ↩ ↩
-
Defines a standard method for measuring application and removal torque on threaded/lug closures. ↩ ↩
-
Practical guide for measuring the T dimension used to specify bottle/closure compatibility. ↩ ↩
-
Official ASTM scope for thermal shock resistance testing of commercial glass containers. ↩ ↩
-
Standardized polariscopic method to evaluate anneal quality and residual stress in glass finishes. ↩ ↩
-
Clear defect definition for finish checks, helping operators classify and troubleshoot cracks consistently. ↩ ↩
-
Explains FEA modeling used to predict stress hot spots before molds are built. ↩ ↩
-
Clarifies neck finish dimension terms (E, T) and how they relate to thread depth and fit. ↩ ↩






