
A frosted glass cap can look premium, then leak in transit and ruin a whole batch. That risk often comes from one hidden detail: the seal was designed for looks, not for tolerance control.
Frosted glass caps can seal very well when the sealing interface is engineered (liner, gasket, or matched ground-glass joint). In most cases, sealing depends far more on fit, compression, and materials than on the frosted appearance.

Frosting is a surface finish. Sealing is a system. When a brand aligns the finish, liner, threads, torque, and testing, a frosted cap can perform like any premium closure without surprises.
Do cap liners and thread tolerances matter more than surface finish?
A cap that feels “tight” in the hand can still leak slowly. Small tolerance drift, a hard liner, or a slightly oval neck can break the seal even when the bottle looks perfect.
Yes. Liners and thread tolerances matter more than the frosted look, because sealing comes from controlled compression on a defined sealing land, not from the exterior texture.

First, define what “frosted glass cap” means
In packaging, “frosted cap” can mean two different products:
- Ground-glass stopper/joint: glass-on-glass contact on a frosted (ground) taper, like a classic ground-glass joint 1. This is common in lab bottles and some artisan spirits.
- Decorative glass overcap: a glass outer shell with an inner plastic closure (often PP) and a liner. This is common in cosmetics and premium spirits.
These two behave differently. A ground-glass joint can seal well for upright storage and short movement, but it is less forgiving under vibration and repeated open/close cycles unless a secondary gasket or clamp force is used. A decorative overcap usually seals through its liner, so the frosting on the glass exterior is almost irrelevant.
What actually creates the seal
Most threaded packaging seals in one of these ways:
1) Top-seal (land seal)
A liner compresses against a flat top surface on the bottle finish. This is the most common reliable approach.
2) Plug seal
A plug or cone enters the bore and seals on the inside diameter. This can be strong but requires tight bore control.
3) Side-seal / thread flank “help”
Threads do not seal by themselves in most designs. They create closing force. The seal is still made by the liner or plug.
So the critical controls are:
- finish flatness and chip-free sealing land
- finish ovality and concentricity
- liner material and thickness
- thread pitch/lead accuracy
- cap skirt stiffness (for maintaining compression)
The tolerance stack is the real enemy
Even a good liner cannot compensate for an uncontrolled tolerance stack. If the neck is slightly out-of-round, the liner compresses more on one side and less on the other. That creates a leak path. If the threads are tight in one area and loose in another, applied torque becomes inconsistent, which means sealing force becomes inconsistent.
| Parameter | What it affects | What goes wrong when it drifts | Simple control method |
|---|---|---|---|
| Finish top land flatness | Liner contact | Micro leak path, slow evaporation | Go/no-go + visual chip check |
| Finish ovality | Even compression | One-side seal failure | Multi-angle diameter checks |
| Thread pitch/lead | Closing force | Low torque, cross-threading | Thread gauges + capping trials |
| Liner hardness (Shore durometer hardness 2) | Conformity | Too hard = leaks, too soft = creep | Spec durometer + compression set tests |
| Cap skirt stiffness | Seal retention | Relaxation after shipping | Torque retention after vibration |
Can frosting on threads impair torque and sealing?
A matte thread can feel “grippy,” which sounds good, but friction is not always your friend. Too much friction can create false torque readings and uneven compression.
Yes. Frosting on threads can raise friction, cause torque scatter, and lead to under-compression or galling, which can reduce seal reliability even when the cap feels tight.

Why thread friction changes torque outcomes
Torque is often treated like “the sealing number,” but torque is only an input. What matters is the axial load created by that torque. If friction increases, more torque is wasted overcoming friction and less torque becomes axial compression on the liner.
That creates two common problems:
- Over-torque to reach a target number: the cap sees high stress, but the liner compression is still not uniform.
- Torque scatter: one bottle seals, the next bottle leaks, because friction changed due to roughness, dust, or coating variation.
Frosted threads can also shed micro-particles
A roughened glass surface can release fine glass dust during handling, especially if the frosting is aggressive or if edges are not protected. Those particles can sit on the sealing land or embed into a liner. That makes a tiny channel that acts like a leak path.
This matters more for:
- essential oils (they creep and find channels)
- low-viscosity alcohol products
- products shipped long-distance with vibration
Best practice: keep functional areas smooth
A premium look does not require frosted functional surfaces. The safest design approach is:
- frost the outer glass surfaces for appearance and grip
- keep the sealing land and thread flanks controlled and consistent
- avoid frosting on the very edge of the finish where chips start
If frosting must exist near threads for design reasons, then the closure system should compensate with:
- a thicker, more conformable liner
- a low-friction inner closure material
- validated torque ranges with real production samples
Operational fixes that reduce risk
- Cleanliness control before capping (air knife, dust removal)
- Controlled capper heads and stable application torque
- Tight neck finish inspection (especially ovality)
- Torque audit by shift and by cavity
| Thread surface condition | Typical torque behavior | Seal risk | When it can be acceptable |
|---|---|---|---|
| Smooth functional threads | Stable torque-to-load | Low | Most mass production |
| Light matte texture | Slightly higher torque | Medium | Short supply chain, strong liner |
| Heavy frost/rough threads | High scatter and friction | High | Only with robust gasket + testing |
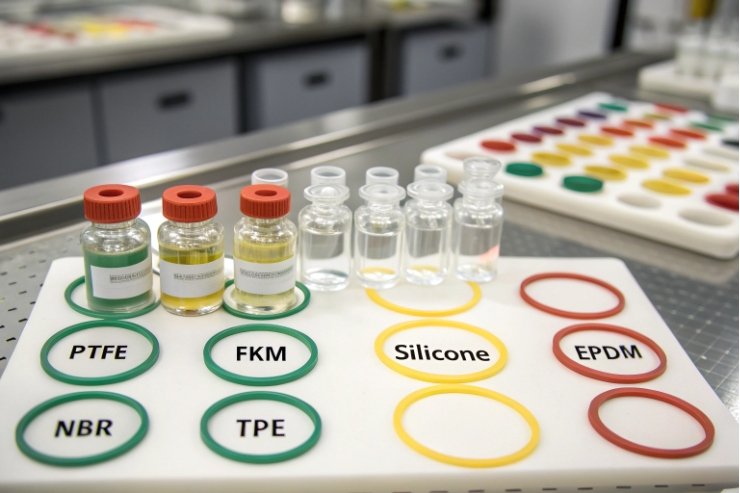
Which gasket materials resist oils, alcohols, and acids?
A beautiful cap can fail because the gasket swelled, hardened, or took a set. Chemical compatibility is not a detail. It is the seal.
For broad chemical resistance, PTFE-faced liners and fluorocarbon (FKM) gaskets are strongest. EPDM is strong for many acids but weak for oils. NBR is strong for oils but weaker for strong acids and some solvents.
Match gasket choice to product reality
Spirits, bitters, vinegar-based mixers, citrus oils, and essential oils all stress gaskets differently. The main failure modes are:
- swelling (loss of shape, loss of compression)
- compression set 3 (permanent flattening, loss of sealing force)
- extraction/odor transfer (off-notes that damage brand perception)
- hardening (micro leaks after storage)
Practical material guidance for packaging teams
Below is a packaging-oriented comparison. Actual performance depends on formulation, filler content, and supplier controls, so validation testing is always needed.
| Gasket/liner material | Alcohol (high ABV) | Oils/terpenes (essential oils) | Acids (mild to moderate) | Odor neutrality | Notes for premium bottles |
|---|---|---|---|---|---|
| Polytetrafluoroethylene (PTFE) 4 (or PTFE-faced) | Excellent | Excellent | Excellent | Excellent | Best “safe default” for aggressive products |
| Fluoroelastomer (FKM) 5 (Viton® family) | Very good | Excellent | Good | Good | Strong for oils/solvents; higher cost |
| Silicone | Good | Mixed (can swell with some oils) | Good | Very good | Great temp range; verify oils and creep |
| EPDM | Poor | Poor | Very good | Good | Strong for acids/water; avoid oils/spirits |
| NBR (nitrile) | Good | Good | Fair | Fair | Strong for oils; verify high ABV and acids |
| TPE / TPV | Mixed | Mixed | Mixed | Good | Cost-effective, but needs tight validation |
| EPE foam liner | Fair | Poor | Fair | Fair | Good for low-risk products; not ideal for oils |
A simple selection cheat sheet
- Essential oils / aroma oils: PTFE-faced or FKM is the safest direction.
- High-proof spirits: PTFE-faced or high-quality liner systems designed for alcohol exposure.
- Acidic sauces / vinegar: EPDM or PTFE-faced, depending on oil content and aroma risk.
- General cosmetics: silicone or TPE can work well, but label claims often require extra odor control testing.
For frosted glass caps, a compressible gasket usually makes performance far more consistent than relying on rigid glass-to-glass contact.
What leak and torque tests confirm sealing performance?
A seal that passes a quick hand check can still fail after vibration, heat cycling, or repeated opening. Testing should copy real life, not only a lab ideal.
Sealing performance is confirmed with torque application/removal testing, leak tests under inversion and pressure/vacuum, and aging cycles that simulate shipping, temperature swings, and product contact over time.
Torque tests that matter
Torque testing is not one number. It is a profile:
- Application torque: what the capper applies.
- Removal torque: what the customer experiences later.
- Torque retention: how much torque remains after time, heat, and vibration.
Many teams align their method to ASTM D2063 torque retention testing 6 so results are comparable across suppliers and lines.
A cap can be over-torqued and still leak if friction is high and compression is uneven. This is why torque needs to be paired with leak tests.
Leak testing: pick the method that matches failure mode
Common leak test options include:
- Inversion leak test: fill, cap, invert, hold, and inspect for seepage.
- vacuum decay leak testing 7: measure pressure change over time to detect leaks.
- Dye penetration: good for finding micro channels.
- Bubble test under pressure: simple and visual for many programs.
For premium spirits and oils, slow leaks matter because they show up as:
- evaporation loss
- label staining
- carton odor
- sticky closure necks in retail
Aging and abuse cycles that reveal the truth
A seal should be tested after:
- thermal cycling (hot/cold swings that change gasket behavior)
- vibration (transport simulation that works the threads and gasket)
- drop/impact (small knocks that chip edges and break seal lines)
- reopen/reseal cycles (consumer use)
Frosted thread systems especially benefit from vibration + torque retention testing because friction and micro dust can change performance over time.
A practical validation plan for frosted caps
| Test | What it proves | Typical pass criteria (example logic) |
|---|---|---|
| Application + removal torque | Consistent closing force | Low scatter, no cross-thread events |
| Torque retention (aged) | Seal stays compressed | Removal torque stays above minimum |
| Inversion leak | Real liquid sealing | No seepage over set hold time |
| Vacuum/pressure decay | Micro leak detection | Leak rate below defined limit |
| Thermal cycling | ΔT robustness | No leaks after cycles |
| Vibration + recheck | Transit robustness | No leaks, torque remains stable |
| Chemical soak | Material compatibility | No swelling, no odor, no softening |
The most important move is to run tests on production-real parts: real neck finishes, real frosting lots, real liners, and real filling conditions. Sample parts often look perfect and then fail when the line scales.
Conclusion
Frosted glass caps can seal reliably, but only when liner design, thread tolerances, gasket chemistry, and torque/leak validation are treated as the sealing system.
Footnotes
-
Explains standardized ground-glass tapers and why glass-on-glass joints can seal yet be vibration-sensitive. ↩ ↩
-
Clarifies Shore hardness scales used to specify liner and gasket softness for consistent compression sealing. ↩ ↩
-
Defines compression set and why permanent gasket flattening causes slow leaks over storage and shipping. ↩ ↩
-
Shows why PTFE is chemically inert and why PTFE-faced liners resist oils, alcohols, and acids. ↩ ↩
-
Summarizes FKM properties and why fluoroelastomers excel with solvents and essential oils in premium closures. ↩ ↩
-
Provides the standard reference for measuring torque retention in continuous-thread closures for consistent QA comparisons. ↩ ↩
-
Overview of vacuum decay package integrity testing and why ASTM-recognized methods detect micro-leaks reliably. ↩ ↩






