
Coated glass is never “just decoration”. If the coating choice is wrong, lines jam, labels fail, or products spoil before shelf life ends.
To choose coating materials for bottles, start from end-use targets (slip, barrier, durability), then select compatible inorganic and organic layers, curing windows, and certified food/cosmetic chemistries that match your real production line.

Many people start by asking “Should we use SiOx or TiO₂?”. A better path is the opposite. First define: friction window (your target coefficient of friction (COF) targets 1), gloss, haze, scratch resistance, dishwasher or returnable-washer cycles, UV or oxygen barrier, and label system. Then pick a stack that hits those numbers without breaking your process or your regulatory file.
Which coating options—SiOx, TiO₂, Al₂O₃, or organosilane—fit bottle applications?
When you hear SiOx, TiO₂, Al₂O₃, or organosilane, it sounds like lab talk. On bottles, each of these has a clear role in slip, barrier, or decoration.
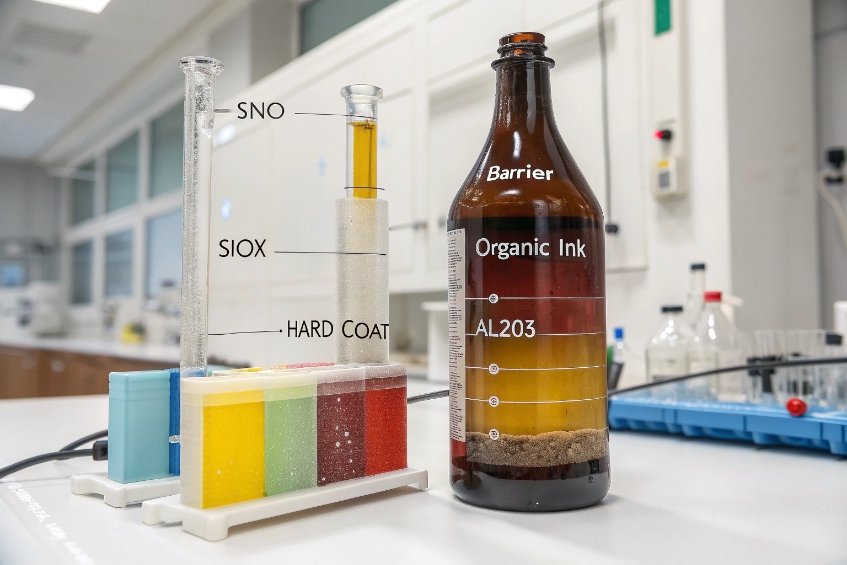
In practice, bottles rarely use a single magic material. We build a stack: glass → hot-end oxide → slip layer → optional barrier or decorative topcoat.
What each material does on a bottle
I like to group them by function and process point.
1. Inorganic barrier and hard layers
Inorganic barrier and hard layers—like SiOx (silicon oxide) barrier coatings 2, alumina, and titania—tend to be thin, mineral-like films that add hardness, chemical resistance, or gas/UV control without changing bottle dimensions.
-
SiOx (silicon oxide / silica-like)
Good oxygen and aroma barrier, high hardness, high transparency, low color.
Often applied by vacuum deposition or sol–gel at low thickness.
On bottles it is useful when:- You need extra barrier for juice, beer, or sensitive cosmetics.
- You want a neutral, almost invisible barrier to combine with inks and varnishes.
-
Al₂O₃ (aluminum oxide)
Very hard, good barrier, high chemical resistance.
Index is higher than glass, so it can also tune gloss and reflection.
It can sit as a thin protection layer on top of soft decorative stacks.
In practice, teams often reference studies on atomic layer deposited Al₂O₃ thin films 3 when benchmarking durability and barrier-style performance. -
TiO₂ (titanium dioxide)
High refractive index, white and opaque in bulk.
In thin layers it gives strong light-management options: UV-blocking, IR reflection, or pearly effects.
It is interesting when:- You want UV protection for light-sensitive formulas.
- You aim for bright white or pearlescent looks with higher hiding power.
If you need a clean “what it is” reference for spec discussions, use titanium dioxide (TiO₂) material properties 4.
On bottles, these inorganic coatings are usually very thin, so they do not change bottle dimensions. They can sit above or below organic layers, but adhesion and thermal expansion must match the glass and the process temperature profile.
2. Organosilane and organosiloxane systems
Organosilanes are the “glue” between mineral and organic worlds—this is exactly what silane coupling agents 5 are designed to do. They:
- Bond chemically to the glass surface (Si–O–Si)
- Present organic groups to the outer side (for slip, adhesion, hydrophobicity)
Use cases on bottles:
-
Slip and scuff resistance
Silane-based or siloxane-based cold-end coatings that sit on top of a SnO₂ hot-end layer. They help bottles move smoothly through conveyors and reduce scratching. -
Adhesion promotion
Very thin silane primers that improve bonding of inks, paints, and labels to glass or to inorganic layers like SiOx. -
Functional surfaces
Hydrophobic, oleophobic, anti-fingerprint, or easy-clean properties. These are often based on fluorinated or long-chain silanes.
3. Classic bottle coating stack
A typical “technical” bottle stack looks like this:
| Layer | Example materials | Main job |
|---|---|---|
| Glass | Soda-lime glass | Base structure |
| Hot-end coating | SnO₂ / FTO or similar | Strength retention, slip base |
| Cold-end slip layer | PE, wax, stearate, organosiloxane | Scuff resistance, conveyor slip |
| Optional barrier / hard coat | SiOx, Al₂O₃ sol–gel or PVD | Barrier, hardness, chemical resist. |
| Inks / decorative topcoat | Ceramic frits, UV inks, organic varnish | Branding, color, texture |
| Label / direct print | PSA, wet glue labels, digital inks | Information and marketing |
SiOx, TiO₂, Al₂O₃, and organosilanes all fit into this stack, but they solve different problems. So the right question is not “Which is best?” but “Which layer is missing in my stack for the performance the customer wants?”
Do barrier, slip, and anti-scratch goals need multilayer stacks?
One bottle often has to be a conveyor-friendly object, a barrier container, and a luxury surface at the same time. A single coating almost never covers all these jobs.
So yes, real-world projects often need multilayer stacks. But we keep them as simple as possible so the line can still run fast.

Matching goals to layers
Start from the end-use:
- Slip and scuff resistance during conveying and packing
- Scratch and abrasion resistance in transport and consumer use
- Barrier to oxygen, CO₂, aroma, or UV light
- Stable appearance through washing, pasteurization, and handling
Then decide which layer type handles which goal best.
1. Slip and low friction
Slip is mostly a surface chemistry problem. For bottles:
- Hot-end SnO₂ or similar provides a durable base we can keep through washing.
- Cold-end PE, stearate, wax, or organosiloxane gives the final COF window.
We tune:
- Coating weight and chemistry to hit COF (for example 0.08–0.14).
- Interactions with label adhesives and packers.
This slip system is usually only one or two layers, but it must sit under any decorative coatings or labels.
2. Scratch and abrasion resistance
Scratch resistance often needs a hard, crosslinked, or inorganic-rich layer:
- Thin SiOx or Al₂O₃ can give a hard shell with good chemical resistance.
- Hybrid sol–gels (inorganic–organic) can mix hardness with flexibility.
- UV-cured or 2K acrylic / urethane topcoats can add mar resistance and adjustable gloss.
These hard layers sit on top of slip systems in many designs. So we check adhesion both downwards (to slip layers or glass) and upwards (to labels and ink).
3. Barrier (O₂, CO₂, aroma, UV)
For barrier, we combine:
- SiOx, AlOx, or similar inorganic layers for gas and aroma control.
- TiO₂ or doped organics for UV light control.
- The glass itself as the main barrier.
One single barrier layer may not be enough for aggressive products or long shelf life. In that case, we build stacks like:
- Glass / SiOx / organosilane primer / decorative ink
- Glass / hot-end SnO₂ / SiOx / protective clear-coat
Each interface is a possible failure point. That is why cross-hatch, tape, and hot–cold shock tests become part of the standard incoming and process control.
4. Typical compromise stacks
A few examples that work in practice:
| Application | Typical stack idea |
|---|---|
| Premium spirit bottle, frosted look | Glass / SnO₂ / cold-end slip / acid-frost or sol–gel / label |
| High-barrier juice bottle | Glass / SnO₂ / SiOx barrier / organosilane / label |
| Returnable beer bottle, low scuff | Glass / strong SnO₂ / PE or siloxane cold-end / label |
| Cosmetic bottle, anti-scratch | Glass / primer / UV clear hard-coat with silane crosslinker |
So multilayer stacks are common. The trick is to use the minimum number of layers that can still meet barrier, slip, and scratch targets and survive real transport tests. Every extra layer adds risk and cost.
How do cost, cure temperature, and line speed guide coating choice?
Coating datasheets often look great on paper. In production, a “perfect” coating is useless if it needs 30 minutes of oven time or if it blocks bottles on the line.
So I always match materials to three hard realities: allowed cure temperature, real dwell time, and what the customer is willing to pay per bottle.
Balancing chemistry with the line you actually have
1. Cure temperature and bottle temperature profile
You need to know the glass temperature from lehr exit to pallet:
- Post-anneal, bottles leave the lehr at a certain temperature window.
- They cool down through conveyors, inspectors, and packers.
- Some customers will later pasteurize, sterilize, or hot-fill.
Coating options line up with those windows:
-
Pyrolytic / hot-end oxides (SnO₂, FTO, etc.)
Applied at very high temperature, fused to glass. Very durable, can handle all later heat steps. -
Sol–gel and inorganic-organic hybrids
Often need a moderate bake (for example 120–250 °C) for full condensation and hardness. -
UV-curable organics
Cure at low surface temperature with UV energy. Great when you cannot heat the bottle further, or when line speed is high. -
2K (two-component) ambient-cure coatings
Cure at room temperature with time. Good for slower or off-line decoration, but they need stable mixing and pot life control.
If the line cannot support an extra oven or UV station, many high-performance coatings fall out before we even talk price.
2. Line speed and dwell time
Line speed defines how long each bottle spends under spray guns, in ovens, and under UV lamps.
- High-speed beverage lines favor fast flash-off and fast cure (UV or short thermal cure).
- Slower cosmetic lines can accept longer flash and cure times and more complex multicolor decoration.
Each material has a minimum energy dose or time:
- UV coatings need a certain mJ/cm² dose. At higher speed you need more lamp power or more lamps.
- Thermal systems need a certain time above a critical temperature. Faster belts mean longer ovens or higher heat.
So the real question is: “Can this coating fully cure without slowing the line?”
3. Cost and added value
Cost is both material cost and process cost:
- Inorganic PVD coatings like SiOx or Al₂O₃ give strong barrier but need capital investment and vacuum time.
- Simple cold-end wax or PE coatings are cheap per bottle and run in-line.
- Sol–gel and hybrid coatings sit in the middle: higher material cost but possible to run in continuous lines with moderate ovens.
If the product is a high-margin perfume, you can afford a complex stack with sol–gel or PVD plus UV clear-coats. If it is a returnable beer bottle, you probably stick to hot-end tin and cold-end slip only, maybe combined with simple screen printing.
A simple decision grid helps:
| Constraint | Better suited options |
|---|---|
| No extra oven, high speed | UV-cure inks / topcoats, classic hot-/cold-end only |
| Can add moderate oven | Sol–gel / hybrid coatings, acrylic / PU bakes |
| Very cost-sensitive, mass volume | Hot-end SnO₂ + PE/siloxane cold-end, limited extras |
| High value, complex decoration | Multilayer stacks, PVD SiOx/Al₂O₃, 2K or UV topcoats |
So material selection is not about “best chemistry in theory”. It is about what your line can cure in the time and temperature window you actually have, for a cost that still leaves margin.
What certifications and migration tests are needed for food and cosmetics?
For food and cosmetics, good performance is not enough. Coatings must “behave nicely” with legal rules and with the product inside the bottle.
This means migration tests, raw-material approvals, and a clean story for both outer and (if any) inner coatings.

Building a safe regulatory path
There are three main questions:
- Does the coating touch the product?
- Can anything migrate from the coated surface into the product or onto skin?
- Can I prove safety to regulators and brand owners?
1. Food-contact bottles
For food and drinks, the safest rule is:
- Keep organic coatings off the product-contact side.
- Use coatings only on the outside, or only above the fill line where direct contact is impossible.
On top of that:
- Inorganic oxide layers (SnO₂, SiOx, Al₂O₃) are generally easy to justify because they are mineral and strongly bound.
- Organic cold-end coatings (PE, stearate, wax, organosiloxane) must use substances allowed for indirect food contact in your target markets.
Typical needs:
- Conformance with Regulation (EC) No 1935/2004 on food contact materials 6.
- Documented GMP systems aligned to Commission Regulation (EC) No 2023/2006 7.
- Global migration tests with food simulants (for example 3% acetic acid, 10% ethanol, etc.) under realistic worst-case conditions.
2. Cosmetic and personal-care bottles
Cosmetics are less standardized than foods, but many brand owners want:
- Compliance with cosmetic packaging guidance (for example, testing with the actual formula).
- Low extractables and leachables, especially for eye or baby products.
- No restricted substances (heavy metals, certain solvents, certain plasticizers).
Here, organosilanes and organics on the outside are common, as long as:
- They have low migration into typical cosmetic bases (oils, alcohol–water, surfactant systems).
- They pass skin-contact safety evaluations where relevant (for example for touch-point surfaces).
3. Evidence and documentation
For each coating system that may touch a food or cosmetic bottle, I like to see:
- TDS and SDS with clear composition ranges.
- Declaration of compliance from the coating supplier for relevant regulations.
- Migration test reports on coated glass with typical simulants and test conditions.
- Adhesion and durability tests (cross-hatch, MEK rubs, dishwasher or caustic-wash cycles) to show that the coating will not flake into the product or packaging.
And then link this to the full stack:
- Hot-end → cold-end → primer → ink → varnish → label adhesive
Each interface is a potential migration path or failure point. So it is not enough to qualify one coating in isolation. The whole stack needs at least basic verification.
Once this is done, material selection becomes much easier. If a chemistry has no clear regulatory route, it is better to reject it early than to discover the problem during brand audits or market recalls.
Conclusion
Choosing coating materials for bottles is not a chemistry contest. It is a system decision that must balance slip, barrier, and scratch goals with real line conditions, cure windows, and strict food and cosmetic safety rules.
Footnotes
-
Standard method reference for measuring COF—useful when you must specify slip numerically. ↩ ↩
-
Example of SiOx “glass-like” barrier coating on bottles and how it’s formed in production. ↩ ↩
-
Open-access study on ALD Al₂O₃ films and durability—helpful for benchmarking thin hard-layer options. ↩ ↩
-
Quick properties reference for TiO₂, helpful for UV, color, and refractive-index discussions. ↩ ↩
-
Primer/adhesion overview showing how silane coupling agents bridge glass and organic coatings. ↩ ↩
-
EU framework rules for materials intended to contact food—core citation for regulatory files. ↩ ↩
-
EU GMP requirements for food-contact materials—useful for audits and process documentation. ↩ ↩






