
Beauty is fragile. When we spray a glass bottle with a UV-cured lacquer to achieve that premium matte finish 1 or vibrant gradient, we are marrying two very different materials: an inorganic silicate (glass) and an organic polymer 2 (plastic).
A standard UV-coated glass bottle is typically validated to withstand 3 to 5 "transport thermal cycles" (e.g., -20°C to +50°C) without delamination. However, "Dishwasher Safe" industrial UV coatings can withstand 50+ wet thermal cycles if properly pre-treated and cured.

The Battle at the Interface
At FuSenglass, we apply millions of UV coatings annually for cosmetic and beverage clients. The limitation isn’t usually the coating itself—modern UV acrylates 3 are tough. The limitation is the Interface.
Glass is rigid and chemically inert. It doesn’t want to bond with anything. UV coating is a plastic skin that shrinks when it cures and expands when it heats.
- Cold Cycle (-20°C): The coating shrinks tighter around the bottle. If it’s too brittle, it cracks (crazing).
- Hot Cycle (+50°C): The coating expands. If the chemical bond to the glass isn’t strong enough, it buckles and lifts (delamination).
"How many cycles?" is the wrong question. The right question is "What is the cycle?" A bottle might survive 100 cycles of dry air temperature changes, but fail after 1 cycle of hot water immersion.
UV vs. Traditional Ceramic
It is vital to distinguish UV coatings (Organic) from Ceramic coatings (Inorganic/Fired).
- Ceramic (Fired at 600°C): Fuses to the glass. Infinite thermal cycles.
- UV (Cured by Light): Surface bond only. Limited thermal cycles.
If your product requires rigorous sterilization or repeated dishwasher use, UV coating is rarely the correct choice unless you use specialized, expensive hydrolytic-resistant 4 ink systems.
Defining the battlefield is the first step to winning the war.
How should a “thermal cycle” be defined for UV-coated glass bottles?
"Heat resistance" is vague. To validate a bottle, we must define the exact torture test. The parameters of Temperature, Medium (Wet/Dry), and Time determine whether the coating survives or peels.
A standard "Supply Chain" cycle is Dry, -10°C to 50°C, with 4-hour dwells. A "Pasteurization" cycle is Wet, 20°C to 65°C, for 45 minutes. The most aggressive is the "Dishwasher" cycle: Wet, aggressive detergents, rapid ramp to 70°C, and rapid cooling.
1. The "Shipping Shock" Test (Dry)
This simulates the bottle sitting in a truck in Siberia, then moving to a warehouse in Dubai.
- Range: -20°C to +50°C.
- Ramp: Slow (Air change).
- Dwell: 4 to 24 hours at each extreme.
- Failure Mode: Cracking (checking) due to brittleness at cold temps.
2. The "Pasteurization" Test (Wet)
This simulates a beverage filling line.
- Range: Ambient (20°C) -> 65°C -> Ambient.
- Medium: Hot Water Spray / Steam.
- Risk: This is the UV killer. Water molecules at 65°C are small and energetic. They permeate the coating (permeability) and attack the bond between the glass and the coating.
- Failure Mode: "Blushing" (turning white) or blistering.
3. The "Dishwasher" Test (Chemical + Thermal)
- Range: Up to 75°C.
- Environment: High pH detergent (Caustic).
- Risk: The heat softens the coating, and the caustic chemicals eat the interface.
- Standard: BS EN 12875-1 5 (Mechanical dishwashing resistance).
Defining Your Profile
When you ask FuSenglass to test, we need this profile:
- T_min / T_max: (e.g., -5°C / 60°C).
- Medium: Air or Water? (Water is 10x harder).
- Transitions: Instant shock (plunge) or gradual ramp?
| Test Profile | Temp Range | Duration/Dwell | Environment | Typical Pass Count |
|---|---|---|---|---|
| Transport Stability | -20°C <-> 50°C | 24 hrs per step | Dry Air | 3 Cycles |
| Accelerated Aging | 0°C <-> 60°C | 4 hrs per step | High Humidity | 10 Cycles |
| Pasteurization | 20°C -> 65°C | 1 hour total | Water Spray | 1 Cycle |
| Dishwasher | 20°C -> 75°C | 1.5 hrs per cycle | Detergent + Water | 50 – 125 Cycles |
Which UV coating types and curing parameters most affect thermal-cycle durability?
The chemistry of the "juice" (the liquid coating) dictates the coating’s mechanical properties. You are balancing two opposing forces: Hardness (Scratch Resistance) vs. Flexibility (Thermal Tolerance).
Urethane Acrylates offer the best thermal durability due to their inherent toughness and flexibility. Epoxy Acrylates are harder but too brittle for extreme cycling. Crucially, the "Cure Dosage" must be optimized; over-curing creates a tight, brittle network that snaps under thermal stress.

The Polymer Backbone: Urethane vs. Epoxy
- Epoxy Acrylates: Cheap, fast curing, very hard. Great for chemical resistance (perfume). Bad for thermal cycling because they have low elongation. When the glass expands, the epoxy snaps.
- Urethane Acrylates: Urethane Acrylates 6 are more expensive. They have "rubbery" segments in the molecular chain. They can stretch and relax. This elasticity allows them to absorb the stress of thermal expansion without delaminating.
- Polyester Acrylates: A middle ground, often used for pigments.
The Curing Energy (mJ/cm²)
UV curing is not "on/off." It is a spectrum.
- Under-Cured: The bottom layer (near the glass) is still liquid. Heat causes volatiles to explode -> Blisters.
- Over-Cured: The cross-linking is too dense. The coating shrinks massively (internal stress 7). When thermal cold (-20°C) is applied, the stress exceeds the limit -> Cracking.
- The Sweet Spot: We typically target 600-800 mJ/cm² for bottle coatings. We use "Iron Doped" bulbs to push UV light deep through colored coatings to ensure the base layer cures.
Adhesion Promoters (Silanes)
You cannot simply rely on the UV resin. We add Functional Silanes to the liquid lacquer.
- Function: The silane molecule has two hands. One holds the glass (Si-O bond), the other holds the polymer (Organic bond).
- Thermal Benefit: This chemical bridge is stronger than a physical stick. It resists water displacement during hot-fill.
How do glass composition, surface pretreatment, and decoration combinations influence thermal-cycle failure?
The coating is only as good as the surface it sits on. If you spray UV lacquer onto a dirty, cold bottle, it will peel off in the first rainstorm.
Pyrosil (Flame + Silicate) pretreatment is the single most critical factor for thermal survival, increasing adhesion strength by 500%. Additionally, "stacking" decorations (e.g., hot stamping foil on top of UV lacquer) creates a "sandwich" of different expansion rates, significantly increasing the risk of inter-layer failure.

1. The Pyrosil / Flame Pretreatment
Glass is naturally hydrophilic (loves water). UV coating is hydrophobic (hates water). They naturally repel.
- Flame Treatment: Burns off "Cold End Coatings" (lubricants applied at the glass factory) and raises the surface energy (Dyne level 8).
- Pyrosil: We inject a silicon precursor into the flame. It deposits a nano-layer of fresh silica ($SiO_x$) onto the glass. This fresh surface is chemically active and grabs the UV coating aggressively.
- Impact: Without Pyrosil, a bottle might fail 1 thermal cycle. With Pyrosil, it can pass 10.
2. The "Sandwich" Effect (Decoration Stacking)
Modern designs are complex.
- Layer 1: Glass (CTE 9).
- Layer 2: UV Base Coat (CTE 100).
- Layer 3: Hot Stamping Foil 9 (Aluminum + Glue).
- Layer 4: UV Top Coat.
- The Risk: Each layer expands at a different rate. Thermal cycling creates "Shear Stress" between layers 2 and 3. We often see the foil peeling off the base coat, even if the base coat sticks to the glass.
3. Glass Composition
- Soda-Lime: Expands "a lot" (relatively). Puts more stress on the coating.
- Borosilicate: Expands very little. Paradoxically, this can sometimes be worse for coatings because the coating wants to expand but the glass won’t move, forcing the coating to buckle. However, generally, adhesion is better on Borosilicate due to higher silica purity.
| Factor | Poor Practice (Fails Thermal Test) | Best Practice (Passes Thermal Test) |
|---|---|---|
| Surface Prep | None / Alcohol Wipe | Pyrosil Flame Treatment |
| Dyne Level | < 38 Dyne/cm | > 48 Dyne/cm |
| Decoration Stack | Foil over Under-cured UV | Foil over Optimized Base Coat |
| Glass Temp | Cold Bottle (Condensation) | Pre-warmed Bottle (30°C) |
What supplier test methods and pass/fail criteria should be required to validate thermal-cycle resistance?
Visual inspection is not enough. A coating can look perfect but be completely detached, waiting to fall off at the customer’s touch. You must stress the bond after the cycle.
The "Cross-Hatch Tape Test" (ASTM D3359) performed immediately after the thermal cycle is the definitive validation. Additionally, the "Boiling Water Test" serves as a rapid proxy for long-term thermal humidity resistance.
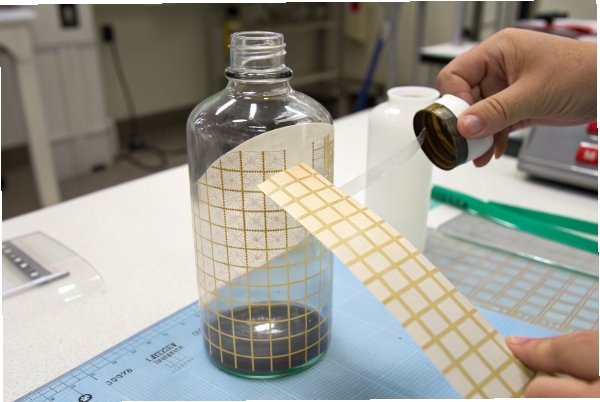
1. The Cross-Hatch Tape Test (ASTM D3359)
This is the industry standard.
- Procedure:
- Subject the bottle to the specified thermal cycles (e.g., 3 cycles of -20°C to +50°C).
- Use a specific blade to cut a grid (1mm x 1mm squares) into the coating, down to the glass.
- Apply ISO-standard adhesive tape (like Tesa 4657) over the grid.
- Rip the tape off rapidly.
- Pass Criteria: Class 0 (0% removal). If any square comes off, it fails.
- Why: ASTM D3359 10 validation is necessary because thermal cycling weakens the bond; the tape applies the final mechanical force to break it.
2. The Boiling Water Test (Accelerated)
Instead of waiting 3 days for a climate chamber cycle:
- Procedure: Submerge coated bottle in boiling water (or 80°C water) for 15 – 30 minutes.
- Test: Remove, cool, and perform the Cross-Hatch Tape Test.
- Correlation: If it survives 30 mins in 80°C water, it will usually survive 2 years of normal humidity and temperature shifts.
3. Hardness Check (Pencil Test)
Heat softens plastic.
- Procedure: Measure pencil hardness (e.g., 2H) while hot or immediately after the hot cycle.
- Failure: If the coating turns "gummy" (drops to HB hardness), it is under-cured and will fail in transport (carton rub marks).
| Validation Test | Metric | Pass Standard | Frequency |
|---|---|---|---|
| Cross-Hatch (Post-Cycle) | Adhesion Loss | 0% (Class 5B) | Every Batch |
| Boiling Water | Hydrolytic Stress | No Blistering / 0% Peeling | Setup / Changeover |
| Thermal Shock (Cold) | Crack Resistance | No Crazing | New Color/Formula |
| Solvent Rub (MEK) | Cure Completeness | > 50 Double Rubs | Every Shift |
Conclusion
UV-coated bottles are marvels of chemistry, but they are not invincible. For standard cosmetic supply chains, validate for 3 dry cycles (-20°C/50°C). For anything involving hot water or washability, you must mandate Pyrosil pretreatment, Urethane-based resins, and pass a Boiling Water + Cross-Hatch test.
Footnotes
-
Technical overview of achieving matte textures in industrial coatings through advanced UV curing methods. [back] ↩
-
A scientific definition of organic polymers and their structural properties in modern manufacturing. [back] ↩
-
Fundamental chemistry and industrial applications of ultraviolet-curable acrylate resins for surface finishing. [back] ↩
-
Understanding hydrolytic stability and its importance in preventing coating degradation in humid environments. [back] ↩
-
Official standard for testing the mechanical dishwashing resistance of domestic articles and coatings. [back] ↩
-
Detailed analysis of urethane acrylates and their superior flexibility in UV-cured coating systems. [back] ↩
-
Technical resource explaining the causes and mitigation of internal stress during the coating curing process. [back] ↩
-
Practical guide to measuring surface energy and its impact on adhesion in industrial glass coating. [back] ↩
-
An exploration of hot foil stamping techniques and the challenges of inter-layer adhesion. [back] ↩
-
The global industry standard for assessing the adhesion of coating films to glass substrates. [back] ↩






