A line can run stable for weeks, then defects appear overnight: wrinkles, checks, thin walls, or sticking. Often the real change is the forming temperature window.
Composition sets the viscosity–temperature curve, so it decides what gob temperature hits the working point, how wide the working range feels, and how sensitive the IS setpoints are to small temperature drift.

The shortest way to connect chemistry to “forming temperature”
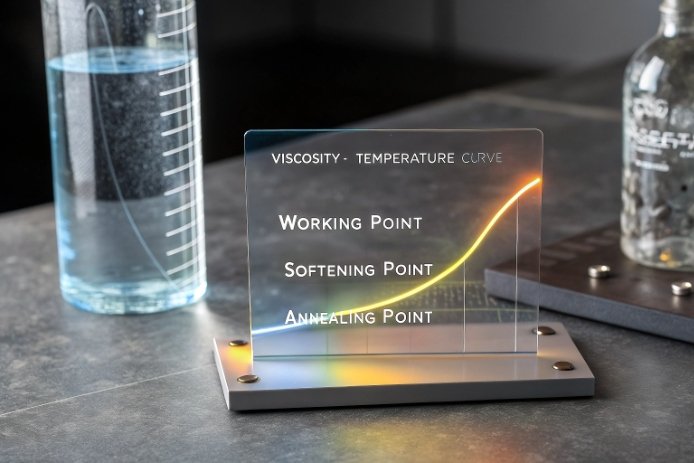
Forming temperature is not one number. It is a set of temperatures that match viscosity targets during gob delivery, blank forming, reheat, and final blow. A useful anchor is the standard viscosity “fixed points.” The working point 1 is commonly linked to a viscosity near 10^4 Poise, which is where glass is soft enough to shape but still holds form. The softening point 2 is much higher viscosity (glass can slump under its own weight if pushed), and the annealing and strain points sit at even higher viscosities where stress relaxes in minutes or hours.
This matters because the IS machine does not “see” viscosity. It only sees outcomes: ware dimensions, distribution, and defects. So the plant uses temperature setpoints as a proxy for viscosity. When composition shifts the curve, the same gob temperature no longer means the same viscosity. Then operators add or remove heat, change timings, or change air pressures. That can fix one defect and create another.
Two practical ideas keep decisions simple:
Viscosity curve position vs. curve slope
-
Curve position answers: “At a given gob temperature, is the melt too stiff or too soft?”
-
Curve slope answers: “If gob temperature drifts by 10–20°C, does the viscosity change a little or a lot?”
A stiff curve position forces higher forming temperatures. A steep curve slope forces tighter control and can raise scrap when the line is fast.
Chemistry changes the curve, but geometry and process decide what part of the curve matters
In seconds, a gob can drop from very hot to much cooler during forming. That fast drop means the surface film and the core can sit at very different viscosities at the same moment. The best recipes support a predictable skin film, predictable reheat, and predictable final blow.
| What you adjust | What it really changes | What operators feel | Defects that usually move first |
|---|---|---|---|
| More alkali (Na₂O/K₂O/Li₂O) | Lowers viscosity across the curve | Lower gob temp, faster flow | Thin walls, heel waves, hot slump |
| More Al₂O₃ | Raises viscosity and often widens stability | Higher gob temp, less creep | Seeds if refining is weak, higher energy |
| CaO/MgO balance | Changes viscosity and crystallization risk | Different “stickiness” and reheat behavior | Stones/devit, cord visibility |
| Redox/colorants | Changes heat absorption + some viscosity effects | Pyrometer readings drift, setpoints shift | Color drift, fining changes, checks |
When these links are clear, forming temperature becomes a design choice, not a daily fight.
A stable line uses a recipe that matches the forming method and bottle weight, plus a control plan that keeps gob temperature, redox, and cullet quality from drifting.
The next sections break this down by oxide group, by redox and colorants, by cullet and fining, and by process choice (NNPB vs blow-and-blow and lightweighting).
Which oxides (Na₂O/K₂O/Li₂O, CaO/MgO, Al₂O₃, B₂O₃) shift the viscosity–temperature curve and working range?
A recipe can look “normal” on paper and still force higher gob temperature because the viscosity curve moved. This is why oxide roles must be tied to viscosity, not only to weight percent.
Alkalis usually push the curve down (lower working temperatures). Al₂O₃ usually pushes it up (higher working temperatures). CaO/MgO reshape both viscosity and devitrification risk. B₂O₃ can widen working range but needs careful control in container practice.
Alkalis: Na₂O vs K₂O vs Li₂O
Alkali oxides break up the silica network. That lowers viscosity at a given temperature, so the working point is reached at a lower temperature. This is why soda-lime glass 3 is easy to form compared with high-silica families.
-
Na₂O is the standard “workhorse” flux. It tends to give a broad, forgiving forming behavior at industrial pull rates.
-
K₂O also lowers viscosity, but it can change the slope of the curve and can raise thermal expansion 4. Many plants use K₂O only as a minor part of total alkali to tune behavior without shifting everything.
-
Li₂O is powerful per mole. Small additions can shift viscosity behavior noticeably. But Li₂O can also change crystallization tendencies and can narrow the safe operating window if it pushes phase separation or devit in the wrong direction.
The practical rule is simple: more alkali lowers the forming temperature needed for a target viscosity, but it can also make the melt “runny” during distribution and can raise thermal expansion and stress sensitivity.
Al₂O₃: the stabilizer that raises forming temperature
Al₂O₃ often increases viscosity at a given temperature because it strengthens the network and ties up modifiers. That usually raises the working-point temperature. The upside is better hot stability and often better durability. The downside is higher melting/refining demand and a higher risk of crystallization if the liquidus margin shrinks. So Al₂O₃ is best used as a controlled lever, not as a “more is always better” lever.
CaO/MgO: modifiers that also decide devit risk
CaO and MgO both stabilize soda-lime glass, but they do not behave the same in the forehearth and blank mold.
-
A CaO-heavy balance can keep durability strong and can support stable forming, but it can also affect expansion and may not help deformation limits.
-
A higher MgO share can tighten structure and can change viscosity behavior and expansion, but it can raise liquidus in some compositions and increase devitrification 5 risk in slow-cooling zones.
For forming temperature, CaO/MgO is less about pushing the curve up or down and more about shaping a safe window that avoids sticking and avoids crystals.
B₂O₃: a window widener with tradeoffs
B₂O₃ can lower viscosity at high temperatures and can reduce thermal expansion in many glass families. It can widen the working range in a useful way. But it can also bring volatility, durability shifts, and different redox behavior. For standard beverage bottles, B₂O₃ is often limited or used only when there is a clear benefit that the furnace and QA system can control.
| Oxide lever | Typical curve move | What it does to “forming temperature” | What must be watched |
|---|---|---|---|
| Na₂O ↑ | Down | Lower gob temp for same flow | Thin distribution, higher CTE |
| K₂O ↑ | Down + slope change | Different setpoints, sometimes less forgiving | CTE, thermal stress, cost |
| Li₂O ↑ | Strong shift | Lower setpoints at small additions | Devit risk, tighter window |
| Al₂O₃ ↑ | Up | Higher gob temp, stronger shape retention | Energy, refining, liquidus |
| MgO/CaO rebalance | Mixed | Changes sticking and reheat behavior | Crystals, cords, stress |
| B₂O₃ ↑ | Often down + wider | Lower forming temp, wider range in some systems | Volatility, durability, redox |
How do iron redox and colorants (Fe²⁺/Fe³⁺, Se–S, Cr₂O₃) alter gob temperature and IS machine setpoints?
Operators often say, “The temperature is the same, but the glass feels different.” Redox and colorants are one of the most common reasons.
Redox and colorants can change viscosity slightly, but they often change heat absorption, emissivity, and refining behavior, so pyrometer readings and IS setpoints can drift even when the furnace controller looks stable.

Gob temperature is a proxy for viscosity. Many plants measure it with IR systems. Color and redox change how glass emits and absorbs radiation, which can shift the apparent temperature unless instruments are calibrated for that glass. A greener or darker glass can read differently than flint at the same true temperature. Then the control loop adjusts heating to chase the number, not the viscosity.
A stable approach is to treat “gob temperature” as a controlled parameter tied to viscosity and to confirm it with container outcomes (distribution, finish quality, and defect maps), not only a single sensor.
Fe²⁺/Fe³⁺ does more than color
Iron exists in different oxidation states. The Fe²⁺/Fe³⁺ balance changes color and optical absorption. It can also affect structure and viscosity behavior in some systems. If the melt becomes more oxidizing, Fe³⁺ can increase, which can shift how the melt behaves and how it refines. If the melt becomes more reducing, Fe²⁺ and sulfide chemistry can rise, which can support amber formation but can also suppress sulfate fining if pushed too far.
So iron redox can pull forming temperature setpoints in two ways:
1) Real viscosity change (smaller but real in some compositions).
2) Measurement and heat-transfer change (often large in daily operation).
Se–S amber: setpoints follow redox stability, not only oxide %
Amber is not only “add sulfur and selenium.” It is a redox 6 controlled color system. When the furnace atmosphere drifts, the color shifts, and the fining behavior can shift too. That can change bubble release and change the “feel” of the melt in the blank mold. In that situation, operators may raise gob temperature to smooth the parison, then the bottle goes thin, and paneling rises. The better fix is often to tighten redox and sulfate balance first, then touch setpoints second.
Cr₂O₃ greens: strong absorber, easy to misread
Chromium green glasses absorb strongly. That can change radiant heat transfer and can change IR temperature readings. It can also change crystallization tendencies if combined with certain modifier balances. Thick green bottles can also hide cords and stones until inspection improves, so process drift can run longer before alarms.
| Redox/colorant change | What the line often sees | Why setpoints drift | What to lock down first |
|---|---|---|---|
| More oxidizing (Fe³⁺ ↑) | Slightly stiffer feel, different color | Real viscosity + different radiation | Furnace O₂ potential, batch carbon |
| More reducing (Fe²⁺/S²⁻ ↑) | Amber deepens, fining changes | Sulfate behavior shifts, bubble behavior shifts | SO₃ balance, combustion control |
| Cr₂O₃ ↑ | Darker green, “temperature looks wrong” | Emissivity and absorption change | Pyrometer calibration, cullet color mix |
| Se–S drift | Color drift + more seeds or foam | Redox swing changes fining gas release | Redox window, sulfate control |
A useful habit is to document setpoints by glass family, not only by bottle. Flint, green, and amber should each have a defined sensor setup and calibration plan, plus a redox KPI. That reduces the daily operator “guessing” that wastes energy and creates defects.
Does cullet percentage and fining chemistry (SO₃, Sb₂O₃/CeO₂) raise or lower melting/refining temperatures?
Cullet is usually the fastest way to cut energy, but it can also be the fastest way to add variation if it is not controlled.
Higher cullet usually lowers net melting energy and can improve melt rate, but cullet can shift redox and sulfate balance. Fining chemistry can reduce refining time, yet it can also demand high-temperature zones for gas release and can create foam if pushed.

Cullet %: why it often lowers energy but can raise troubleshooting
Cullet 7 is already glass. It melts without carbonate decomposition, so it reduces the energy needed per ton. It can also speed up batch melting and help pull rate. This is why lightweighting programs often push cullet higher to offset the cost of tighter forming control.
But cullet also carries history:
-
It can bring variable color and change the redox demand.
-
It can bring organics that push the furnace more reducing.
-
It can bring contaminants that raise stones and cords.
So cullet % can lower the melting temperature requirement in theory, but in practice a dirty cullet stream can force higher refining temperature or longer residence time to clear bubbles and homogenize.
SO₃ and sulfate fining: powerful, but easy to foam
Sulfate fining 8 is widely used because it releases gases at high temperature that help remove bubbles. It is effective, but it lives inside a redox system:
-
Under oxidizing conditions, sulfate stays as sulfate/sulfite.
-
Under reducing conditions, sulfur can shift toward sulfide, which changes both color chemistry and fining behavior.
If sulfate release happens too fast or if bubble coalescence is not controlled, foam can form and insulate the melt surface. That can reduce heat transfer and force higher firing to compensate. So “more SO₃” does not always mean “lower energy.” It can mean the opposite if foam becomes chronic.
Variable-valence fining: Sb₂O₃ and CeO₂
Sb- and Ce-based fining systems release oxygen at high temperatures and can support bubble removal. They can also interact with glass color because they shift redox conditions and can change the oxidation state of iron and other colorants. This is why a fining change can suddenly require new gob temperature setpoints and new colorant trimming.
In energy terms, the best fining system is the one that gives clean glass at the lowest temperature and shortest time without creating foam or color drift. That requires plant trials, not only lab logic.
| Change | Likely energy effect | Likely quality effect | Biggest risk if uncontrolled |
|---|---|---|---|
| Cullet % ↑ (clean stream) | Lower melting energy | Fewer batch bubbles | Color and redox drift |
| Cullet % ↑ (mixed/dirty) | Can force higher refining | More stones/cords | Unstable forming, scrap spikes |
| SO₃ fining ↑ | Can shorten fining time | Bubble removal improves | Foam, sulfate carryover, redox shift |
| Sb₂O₃/CeO₂ fining change | Can reduce refining time | Clearer melt in some setups | Color shift, compliance limits, cost |
When a lightweighting project raises cullet, the best support move is to tighten cullet sorting, define a redox target, and track sulfate behavior. That keeps the furnace stable so the forming temperature stays predictable.
How should recipes differ for NNPB vs. blow-and-blow and for lightweight bottles to cut energy and defects?
A recipe that forms well in blow-and-blow can become “touchy” in NNPB. A recipe that is fine in a heavy bottle can crack or wave in a lightweight one.
NNPB needs viscosity homogeneity and a predictable surface film during plunger contact and reheat. Blow-and-blow tolerates more flow variation but is sensitive to distribution drift. Lightweighting needs a slightly stiffer mid-range viscosity and tighter redox/cullet control to prevent thin spots and thermal defects.

Why NNPB asks more from the viscosity curve
NNPB 9 (and other press-and-blow style methods) relies on controlled contact, controlled reheat, and uniform viscosity during final blow. If the surface film becomes too stiff, the parison can show waves or uneven distribution. If it becomes too soft, it can slump or create thin zones. The process spends significant time in reheat and needs viscosity uniformity across the parison.
Recipe support for NNPB often looks like this:
-
Keep curve slope moderate so small temperature drift does not swing viscosity too much.
-
Avoid compositions that raise sticking risk in the blank mold.
-
Keep homogeneity high (cord control) because NNPB can amplify viscosity streaks into thickness streaks.
Blow-and-blow: broader window, but distribution is the judge
Blow-and-blow 10 can tolerate more flow variation at the start because it relies more on air shaping than on plunger forming. But it is sensitive to:
-
Gob temperature uniformity
-
Skin film development
-
Timing balance that decides distribution
For blow-and-blow, the recipe can prioritize stable gob formation and stable blank behavior, while still keeping a safe liquidus margin.
Lightweighting: reduce energy without creating a defect machine
Lightweight bottles cool fast, so the surface film builds quickly. That can trap stress and create checks if reheat and annealing do not match. Lightweighting also increases sensitivity to small viscosity swings because there is less glass “buffer” to hide variation.
Recipe and control moves that usually help:
-
Slightly higher (SiO₂ + Al₂O₃) / alkali to resist hot creep and paneling.
-
Keep total alkali controlled so the parison does not go too soft in hot handling.
-
Use higher cullet only with stable sorting and stable redox control.
-
Keep sulfate fining tuned to avoid foam, which wastes energy and creates variation.
Process-to-recipe matching table
| Use case | What the process needs | Recipe direction | Energy/defect win |
|---|---|---|---|
| NNPB | Homogeneous viscosity, controlled surface film | Moderate slope, stable redox, clean melt | Less rework, fewer waves and checks |
| Blow-and-blow | Stable gob + stable distribution | Good flow at working point, safe liquidus | Faster rate with low scrap |
| Lightweighting | Stiffer mid-range, low stress sensitivity | Slight Al₂O₃ support, controlled alkali, tight QA | Lower mass + stable quality |
| Heavy bottles | Clear melt, low devit risk | Safe CaO/MgO balance, strong refining | Fewer stones, fewer cords |
The fastest energy cut is not only a “lower temperature” plan. It is a “lower variation” plan. When viscosity, redox, and fining stay stable, the furnace can run closer to its efficient point, and the IS machines can run with fewer corrective setpoint changes. That reduces both fuel and defects.
In daily production, the best recipe is the one that lets operators keep the same setpoints for long runs. That is the real sign that the viscosity curve and the process method match.
Conclusion
Forming temperature follows viscosity. Viscosity follows composition, redox, cullet, and fining. Match recipes to the forming method and keep redox and gob temperature stable to cut energy and defects.
Footnotes
-
Working point is the temperature where glass is soft enough to form. ↩
-
Softening point is the temperature where glass collapses under its own weight. ↩
-
Soda-lime glass is the industry standard material for beverage bottles. ↩
-
Thermal expansion measures how glass volume changes with temperature. ↩
-
Devitrification is the formation of crystals that weaken glass. ↩
-
Cullet is recycled glass that aids melting and saves energy. ↩
-
Narrow Neck Press and Blow allows for lighter, more uniform bottles. ↩
-
Blow-and-blow is the traditional forming method for glass containers. ↩






