
A still-wine bottle can fail and ruin one case. A sparkling bottle can fail and injure people. That risk forces different design rules and factory controls.
Champagne bottles use more glass in critical zones, standardized sparkling finishes, slower stress relief, and stricter strength testing than still-wine bottles. Those choices raise cost, but they protect against high internal CO₂ pressure and rough handling.

The biggest difference is not “sparkling bottles are thicker.” The bigger difference is how the factory controls thickness, stress, surface damage, and finish geometry so the bottle stays safe from filling to aging to shipping.
Do heavier weights and specialized punts raise strength?
A sparkling bottle does not only hold liquid. It holds stored energy. One weak point can turn into a sudden fracture when temperature or handling adds stress.
Yes. Higher bottle mass and a deeper punt usually improve pressure safety by adding thickness where stress concentrates, especially at the heel and base. The punt shape also helps distribute loads, but glass distribution matters more than punt depth alone.
Why mass distribution matters more than a single “weight” number
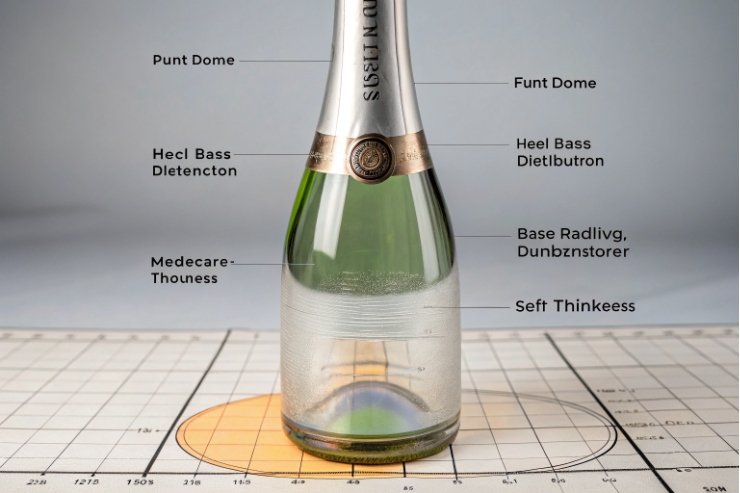
In practice, “heavy” only helps when the extra glass is placed in the right zones. Sparkling bottles typically carry more glass in the heel, base ring, and shoulder transition because those areas see stress under internal pressure 1 and during impacts. A still-wine bottle can be lighter because it does not need the same pressure margin.
The punt helps, but it is not magic. A punt is a dome-like shape. Domes resist buckling better than flat plates, and they can spread forces more evenly. That said, a deep punt with thin glass can still fail. A shallow punt with thick heel glass can still be safe. So the factory focuses on the full base geometry: heel radius, base ring, and thickness uniformity.
How the factory builds that strength
Sparkling bottles start with a heavier gob of molten glass, then the forming process shapes that gob with tighter control to avoid thin spots. Thin spots are the real enemy of pressure safety. Many quality issues trace back to uneven wall thickness or sharp transitions that act like stress concentrators 2.
What changes compared with still-wine bottles
| Feature | Champagne / sparkling bottle | Still-wine bottle | Why it matters |
|---|---|---|---|
| Typical empty weight (750 ml) | often ~800 g class | often ~350–500 g class | more glass increases safety margin |
| Heel and base ring | reinforced | lighter | heel damage can trigger cracks |
| Punt depth | usually deeper | often shallow or moderate | dome shape supports load distribution |
| Shape control | tighter uniformity targets | broader tolerance | thin spots are more dangerous under pressure |
A practical sourcing lesson
When reviewing suppliers, it helps to ask for thickness maps by cavity 3 and mold set, not just an average bottle weight. Two bottles can weigh the same and still have very different safety performance if one has a thin heel or shoulder section. For sparkling, that difference can show up as rare but severe failures, which are the hardest to manage after product launch.
Which neck and finish specs fit cork and wire-hood systems?
A sparkling closure must resist internal pressure over time, not just on day one. The bottle finish is the mechanical interface that makes that possible.
Sparkling bottles use standardized “traditional-method” finishes, commonly around the 29 mm class, designed to accept a crown cap during tirage and later a mushroom cork plus wire hood. Finish geometry and tolerances are tighter than typical still-wine cork finishes.

One finish must serve two closure stages
Traditional-method sparkling often uses two different closure moments:
1) A crown cap during secondary fermentation (often with a bidule insert).
2) A mushroom cork held by a wire hood (muselet) 4 for sale.
That means the glass finish must support both sealing styles. The finish needs a crown-cap seat that is clean and consistent. It also needs a locking area that holds a wire hood without slippage. Still-wine bottles usually have a simpler cork finish where the cork does most of the work and there is no wire hood load path.
Why sparkling finishes are more standardized
Still-wine bottles come in many regional shapes and finishes. Sparkling bottles have fewer “acceptable” finish families because closure retention is safety-critical. Many producers and suppliers align around standard sparkling finishes (such as 26 mm, 29 mm, and larger formats) so that corks, crowns, bidules, and wire hoods fit without guesswork.
What the factory controls at the neck
For sparkling, the neck is a high-risk zone because it sees a mix of stresses:
- internal pressure pushing upward on the closure
- wire-hood tension pulling downward and inward
- impacts during riddling, disgorging, packing, and shipping
- torque and compression during closure application
So the neck and finish are reinforced, and the tolerances are often tighter. The sealing surface must be smooth. The finish must be round. The thread or crown profile must match the closure spec. Small deviations can lead to leakage, crown-cap mis-seal, or weak wire-hood retention.
A quick closure-fit checklist
| Component | What it needs from the finish | Common failure if finish is off |
|---|---|---|
| 29 mm crown cap | consistent crown seat and diameter | micro-leaks during fermentation |
| Bidule (if used) | stable inner geometry under crown | poor sediment capture, closure issues |
| Mushroom cork | correct bore and insertion profile | cork creep or uneven seal |
| Wire hood | strong neck ring / support zone | cork push-out risk under pressure |
When auditing bottle drawings, the best habit is to align three documents: the bottle finish spec, the cork/crown spec, and the wire-hood spec. If they come from different sources and do not match, the project will pay for it later in rejects and line stops.
How does annealing differ for high internal pressure?
Thick glass keeps strength only when internal stress is controlled. If stress stays locked inside, a strong-looking bottle can crack from a small knock or a temperature shift.
Sparkling bottles usually require more controlled annealing because thicker sections build larger temperature gradients. A slower, better-matched lehr profile reduces residual stress, which improves pressure resistance and lowers spontaneous break risk.
Why thicker bottles need more careful stress relief
Glass leaves the mold hot, but not uniformly hot. Thick bases and thick heels cool differently than thin sidewalls. That uneven cooling creates residual stress. Residual stress is “invisible” until a crack starts.
For sparkling bottles, residual stress is more dangerous because:
- internal pressure adds constant tensile loading
- handling knocks create crack starters
- temperature swings can push stress over the edge
So the factory tunes the annealing lehr profile 5 with extra care. The factory may use a longer soak near the annealing range and a slower cooling rate through critical temperature bands, especially for heavy bases and deep punts.
How factories verify annealing quality
Many plants use stress checks (often with polarized light methods 6) to confirm stress is within limits. If stress trends up, it can signal:
- lehr temperature drift
- conveyor speed changes
- mold cooling imbalance
- changes in bottle thickness distribution
For sparkling bottles, it is common to link stress readings to internal-pressure test results by cavity. That helps catch “one bad cavity” problems early, before the market sees random breakage.
What changes compared with still-wine bottles
| Annealing topic | Champagne / sparkling | Still wine | Why it matters |
|---|---|---|---|
| Goal | minimize residual stress for pressure safety | reduce stress for general durability | pressure turns stress into risk |
| Sensitivity to thick sections | high | moderate | thick heels trap gradients |
| Process window | narrower | wider | small drift matters more |
| Follow-up testing | more frequent | less frequent | risk is higher under pressure |
A practical way to discuss annealing with suppliers
Instead of asking “is annealing good,” it helps to ask for:
- lehr profile targets for the specific bottle
- stress limits and measurement method
- cavity-level trend charts for stress and pressure tests
- reaction plan when a cavity drifts
This turns annealing from a vague promise into a controlled system. That is what high-pressure packaging needs.
Are coatings and QC tighter for returnables?
Returnable bottles do not fail because they are old. They fail because surface damage accumulates, and surface damage turns into crack starters.
Yes. Returnables usually need stronger surface protection and stricter QC because scuffs and scratches reduce strength over repeated cycles. Hot-end and cold-end coatings, plus tighter inspection and sorting rules, help keep reuse safe and presentable.

Why surface damage is a bigger deal for sparkling
Sparkling bottles carry higher internal stress in service. A small scratch that might be harmless for still wine can become a failure point under pressure. Returnable systems add many scratch opportunities:
- bottle-to-bottle contact on conveyors
- caustic washing and rinsing
- crate handling and impacts
- label removal steps
So coatings and inspection become the main defenses.
Coatings: hot-end, cold-end, and “returnable-grade” protection
Many container-glass lines use a two-stage approach:
- Hot-end coating applied soon after forming to improve surface durability and help later coatings bond.
- Cold-end coating applied after annealing to reduce abrasion and scuffing during handling.
For returnables, some systems use hot-end and cold-end coatings 7 designed to extend the bottle’s usable life across many refill cycles. The goal is simple: reduce scratching, reduce scuff rings, and keep the bottle strong and acceptable in appearance.
QC gets tighter because the bottle’s history matters
Returnables require more sorting discipline because the bottle has already lived a life. A strong returnable program includes:
- incoming inspection for chips, checks, deep scratches, and etched areas
- finish inspection (because closure sealing must remain consistent)
- wash-system controls to avoid excessive etching
- rejection criteria that are strict enough to protect safety, not just aesthetics
On the manufacturing side, factories supplying returnable markets often emphasize abrasion resistance, coating consistency, and inspection capability. Automated inspection systems can check empty bottles, filled bottles, and closures, which supports a cleaner audit trail.
A simple returnable control table
| Risk in returnables | What it causes | Control method | What to document |
|---|---|---|---|
| Scuffing / scratching | strength loss, ugly bottles | cold-end / protective coatings | coating type, application checks |
| Caustic etching | haze, micro-pits | wash chemistry control | wash parameters, concentration logs |
| Finish damage | leaks, cork/hood issues | finish inspection + sorting | defect photos, rejection rates |
| Mixed bottle types | wrong closure fit | strict bottle ID sorting | lot segregation records |
Returnables can be a strong sustainability story, but only when the system is engineered. For sparkling bottles, that engineering must treat surface damage as a safety variable, not a cosmetic detail.
Conclusion
Champagne bottles differ from still-wine bottles because pressure turns small defects into big risks, so factories add glass where it matters, standardize finishes, control annealing tighter, and push coatings and QC harder—especially for returnables.
Footnotes
-
Official background on Champagne bottle pressure to frame realistic safety margins. ↩ ↩
-
Quick definition of stress concentration and why sharp transitions raise fracture risk. ↩ ↩
-
Shows how wall-thickness mapping is measured to find thin spots by mold/cavity. ↩ ↩
-
Explains what a muselet is and how it prevents cork ejection under pressure. ↩ ↩
-
Clear definition of a lehr and why controlled cooling reduces residual stress. ↩ ↩
-
Overview of photoelastic stress viewing used to detect residual stress patterns in glass. ↩ ↩
-
Industry guidance describing hot-end and cold-end treatments and why they matter for handling and filling lines. ↩ ↩






