Mirror finishes can look perfect under the booth lights, then blister in humidity or peel in tape tests. That failure often starts at the glass surface.
Glass composition is compatible with metallization and plating when it delivers a low-leaching, stable surface that can be etched, activated, and sealed, so metal layers do not trap alkaline moisture and lift later.

Composition-to-finish compatibility: what actually matters for metal on glass?
The finish is only as strong as the boundary layer
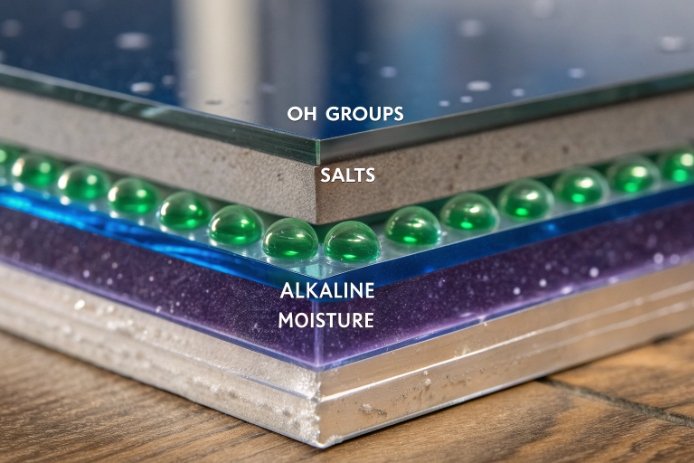
Electroplating 1 and metallization do not bond to “bulk glass.” They bond to the top few nanometers that contain hydroxyl groups, trace salts, and whatever the hot-end/cold-end left behind. Composition affects that boundary layer in three practical ways:
1) Leaching and ion exchange
Soda-lime glass can release Na⁺/K⁺ into thin moisture films. That raises surface pH and creates alkaline salts. Under an impermeable metal layer, that trapped alkalinity becomes a slow blister pump, especially during humidity or salt-spray exposure.
2) Etch and activation response
Most activation steps (etch → SnCl₂ sensitization → PdCl₂ activation → electroless metal) need a clean, slightly rough, chemically active surface. If the glass is too durable or has a hot-end SnO₂ layer, the etch may be uneven. If the glass is too alkaline, sensitization and activation can be unstable.
3) Optical and defect sensitivity
Mirror finishes magnify every defect. Cords, stones, devitrification specks, and surface waviness all show up as haze, pinholes, or “orange peel” in metal films. Composition that runs close to devitrification or produces cords under high cullet swings will hurt metallization yield.
The compatibility checklist
| Risk driver | What composition changes | What you see on the line | What to control first |
|---|---|---|---|
| Surface alkalinity | Total alkali mobility, durability | Poor activation, blisters after aging | Alkali window + Al₂O₃, storage humidity |
| Etch uniformity | SiO₂/Al₂O₃ level, hot-end SnO₂ | Patchy metal, edge peel | Etch chemistry and dwell time |
| Defects (cords/devit) | Liquidus margin, MgO/CaO balance | Haze, pinholes, “dirty mirror” | Melt homogeneity and forehearth stability |
| Stress/CTE mismatch | Alkali and modifier balance | Microcracks after bake, peeling | Thin compliant layers + cure profile |
A stable program treats glass recipe, surface treatment, and coating stack as one system. The next sections break down each lever in a way that supports scale production, not just one lab sample.
This is where the project becomes predictable: build a low-leaching surface, activate it reliably, then seal it with a barrier and adhesion-promoting layers that tolerate humidity and thermal cycling.
Which oxide levels (Na₂O/K₂O, Al₂O₃, B₂O₃) and surface alkalinity most affect activation (SnCl₂/PdCl₂) and metal adhesion?
Thin films fail when the first nanometers fail. Activation chemistry is sensitive to surface pH and ionic contamination.
Higher Na₂O/K₂O raises surface alkalinity risk and can destabilize SnCl₂/PdCl₂ activation, while controlled Al₂O₃ improves durability and reduces ion release; B₂O₃ can help in some designs but changes etch and control windows.
Why alkali content shows up as plating trouble
When Na₂O/K₂O is high or more mobile, the surface exchanges ions faster in humidity and during aqueous pretreatments. Two problems follow:
-
Local pH rises during rinses and dwell steps. SnCl₂ sensitization prefers controlled acidity. A surface that neutralizes the bath locally can cause uneven adsorption and weak Pd activation.
-
Salt residues remain after drying. Even invisible salts can create non-wetting islands and break continuity in electroless plating 2 layers. That becomes pinholes that grow into blisters under nickel/chrome.
This is why “same pretreatment, different lot” failures often correlate with cullet swings and alkali mobility, not with the operator.
Why Al₂O₃ is usually a friend for adhesion stability
A controlled Al₂O₃ 3 level (often at or above ~1–2% in many container recipes) tends to reduce alkali leaching and stabilize the surface chemistry over time. In production terms, that means:
-
More stable activation coverage
-
Less drift in rinse water pH/conductivity
-
Better tape/cross-hatch stability after humidity aging
The tradeoff is melting energy and devitrification margin. So Al₂O₃ should be increased only inside a window the furnace can hold without cords or stones.
Where B₂O₃ fits in practice
B₂O₃ can change viscosity and sometimes reduce thermal stress, but it also changes chemical durability behavior and etch response. In a container plant, B₂O₃ should be treated as a deliberate design move because it can also affect redox and volatility. For metallization, the benefit is usually not “better adhesion by itself,” but a more stable stress and thermal cycle response if the coating stack is brittle.
Surface alkalinity is the KPI that matters more than oxide % alone
Oxide numbers explain risk, but the surface tells the truth. A practical control plan uses a simple alkalinity proxy:
-
DI water contact/soak extract pH and conductivity trend
-
Na release trend (simple ion-selective or lab ICP-OES 4 checks for audits)
| Composition direction | Activation risk | Why it happens | Best mitigation |
|---|---|---|---|
| Total alkali ↑ | Higher | pH drift, salts, uneven sensitization | Tight alkali window + stronger cleaning + quicker processing |
| Al₂O₃ ↑ (controlled) | Lower | Less ion exchange, stable surface | Verify liquidus margin and mixing |
| B₂O₃ ↑ (limited) | Mixed | Etch and durability window changes | Re-validate etch + primer + bake |
| Surface alkalinity high | Very high | Boundary layer becomes weak under metal | Add barrier/primer and reduce storage humidity |
For scale mirror finishes, the goal is not the “lowest possible alkali.” The goal is low and stable surface alkalinity that stays inside the same activation window every day.
Do hot-end treatments (SnO₂/SO₂) and trace TiO₂/ZrO₂ from the recipe help or hinder vacuum metallization, sputtering, and electroless plating?
A bottle surface is rarely “bare glass.” Hot-end treatments, handling, and trace oxides all change how metal films nucleate and stick.
Hot-end SnO₂ can help vacuum metallization and sputtering by providing a stable oxide surface, but it can hinder SnCl₂/PdCl₂ activation if etch and sensitization are not adjusted; trace TiO₂/ZrO₂ can improve durability yet change etch rate and optical scatter, which affects mirror yield.
Hot-end SnO₂: sometimes a better “landing pad,” sometimes a barrier
For PVD/vacuum metallization and sputtering 5, an oxide-rich surface can be beneficial. Many metal films adhere better when the surface has consistent polar chemistry and can form stable interfacial bonds. In that sense, a controlled SnO₂ hot-end layer can improve:
-
Film uniformity
-
Initial adhesion
-
Scratch resistance during handling before topcoat
But electroless plating activation is different. SnCl₂/PdCl₂ processes are designed around bare glass chemistry and controlled etch micro-roughness. A SnO₂-treated surface can:
-
Reduce etch effectiveness
-
Change adsorption behavior of sensitizer/activator
-
Increase lot-to-lot variation if hot-end application drifts
So the same hot-end treatment can be “good” for vacuum metallization and “tricky” for electroless plating unless the pretreatment is matched.
SO₂ is often associated with hot-end and furnace chemistry. If sulfate carryover or vapor deposition occurs, residues can land on bottles and create wetting breaks. These residues are not always visible, but mirror films expose them as pinholes or crater halos.
Trace TiO₂/ZrO₂: durability helpers with side effects
Trace TiO₂ and ZrO₂ can enter through raw materials and cullet. In many cases:
-
ZrO₂ tends to improve durability and can reduce ion exchange risk, which helps long-term blister resistance.
-
TiO₂ can increase scattering and shift optical perception of haze under a mirror film if it drifts. It can also change surface reactivity and etch behavior.
Neither is automatically bad. The real problem is drift and inclusions. If TiO₂/ZrO₂ arrive as unmelted particles or are linked to contaminated cullet streams, they can create micro-defects that become pinholes.
Process compatibility map
| Surface condition | Vacuum metallization / sputter | Electroless plating | Main control |
|---|---|---|---|
| Clean bare glass | Strong baseline | Strong baseline | Stable wash + activation |
| Hot-end SnO₂ stable | Often helpful | Can be challenging | Adjust etch and sensitization |
| Hot-end SnO₂ drifting | Risk of haze/adhesion drift | High risk | Tight hot-end application control |
| Trace ZrO₂ stable | Often neutral-to-positive | Positive (less blister risk) | Keep recipe window stable |
| Trace TiO₂ drifting | Haze risk in mirrors | Pinholes risk if inclusions | Cullet/raw material control |
The best mirror yields come when the surface is treated as a controlled specification: same hot-end state, same cleaning, same activation energy, and the same etch response week after week.
How should composition be tuned to minimize leaching/ion exchange that causes blistering under nickel/chrome layers after curing or salt-spray?
Blistering under nickel/chrome is usually not a “metal problem.” It is an osmotic and chemical stability problem trapped under an impermeable layer.
To reduce blistering, composition should reduce alkali mobility and stabilize the surface network by controlling total alkali, keeping Al₂O₃ at durable levels, and balancing CaO/MgO and SiO₂ to maintain liquidus margin while lowering ion exchange.
What creates blisters under metal on glass
Under humidity or salt-fog, water can diffuse through micro-pinholes or edges and reach the glass surface. If the glass releases ions, the trapped solution becomes alkaline and concentrated. That creates:
-
Osmotic pressure that lifts the film
-
Interfacial weakening because hydroxide attacks coupling layers
-
Edge creep that spreads under the metal
Nickel and chrome stacks are stiff. They do not “stretch” to relieve stress, so small interfacial damage becomes visible quickly.
Composition moves that usually reduce leaching risk
In container-friendly terms, the direction is:
-
Slightly higher SiO₂ to strengthen the network and reduce CTE 6
-
Controlled total alkali (do not chase the lowest, chase stable and sufficient for melting)
-
Al₂O₃ in a controlled durable window (often ≥1–2% is a useful practical floor)
-
Balanced CaO/MgO to support durability without pushing devitrification risk
A critical point: durability upgrades cannot create cords or devit. Mirror coatings hate defects more than they love theoretical durability.
Do not ignore CTE and stress
Even with low leaching, plating can fail if thermal cycles crack the interface. Composition influences CTE, and CTE interacts with coating stack stress during cure bakes. A lower and stable CTE usually reduces interfacial stress. If the glass has higher CTE, the coating stack should include a compliant primer/basecoat to absorb mismatch.
Practical formulation targets that stay container-realistic
These are direction targets, not universal fixed numbers:
-
Keep total alkali stable and not excessive
-
Maintain Al₂O₃ at durable levels without raising liquidus 7 too close to operating temperatures
-
Avoid modifier extremes that raise devitrification 8 in forehearth and heavy sections
-
Keep melt homogeneity high to prevent cords
| Goal | Composition direction | Why it helps metal durability | What to monitor |
|---|---|---|---|
| Lower ion exchange | Alkali controlled, SiO₂/Al₂O₃ supported | Less alkaline boundary layer | Extract pH/conductivity trend |
| Lower blister growth | Improve durability + seal edges | Less osmotic pressure | Salt spray test 9 blister rating |
| Better thermal cycle stability | Control CTE and stress | Less interfacial cracking | Thermal cycle + peel strength |
| Mirror yield | Reduce cords/devit | Fewer pinholes and haze | Defect map + optical haze KPI |
In production trials, the biggest blister reduction often comes from a combined move: modest durability-oriented composition tuning plus a strong barrier/primer strategy that prevents moisture from reaching the interface.
What pretreatments and QA targets—etch chemistry, silane primers, cross-hatch/peel, and humidity/salt-fog tests—ensure stable mirror finishes at scale?
A mirror finish is a system: surface prep, activation, seed layer, metal build, and topcoat. Any weak link becomes a peel.
Stable mirror finishes come from repeatable cleaning and etch, verified surface energy, matched primers/barriers, and QA that includes humidity and salt-fog aging, not only fresh tape tests.

Pretreatment flow that scales
A robust flow for metallization/plating typically includes:
1) Degrease / remove lubricants
Cold-end lubricants and handling oils are the most common wetting killers. Use a validated wash that leaves a true “water break free” surface.
2) Rinse to low ionic residue
DI rinse and controlled drying prevent salt rings and conductive films.
3) Etch for micro-roughness and activation
Etch chemistry must match the surface state (bare glass vs hot-end SnO₂). Many lines use fluoride-containing etches for glass activation. Where fluoride is restricted, alternative chemistries can be used, but they often need longer dwell or stronger mechanical support from primers.
4) Sensitize/activate or deposit a seed
-
For electroless plating, SnCl₂ sensitization and Pd activation must be controlled in acidity, concentration, and time.
-
For vacuum metallization/sputtering, surface energy and cleanliness drive nucleation, then a basecoat often improves adhesion.
5) Apply adhesion promoter / barrier
Silane primers or hybrid primers help bond to glass and also act as a moisture barrier. For nickel/chrome durability, a barrier layer is often more important than small recipe changes.
6) Metal deposition and topcoat sealing
A mirror layer needs sealing. Clear topcoats protect against abrasion and moisture ingress at pinholes.
QA targets that prevent “late failures”
Fresh cross-hatch can pass while the part fails after humidity. So QA must include aging.
Recommended QA gates:
-
Surface energy (dyne level or contact angle) after activation
-
Rinse conductivity and a simple extract pH trend for alkalinity drift
-
Cross-hatch + tape (fresh and after humidity aging)
-
Peel test on representative geometries, especially shoulders and heel
-
Humidity (high RH exposure) and salt-fog (salt-spray) for blister rating
-
Thermal cycle if cure bakes or hot-fill exposure is expected
| QA item | Target purpose | Where it catches failures | Scale-friendly frequency |
|---|---|---|---|
| Water break test | Confirms cleanliness | Wetting failures, fisheyes | Each shift start and lot change |
| Surface energy (dynes/contact angle) | Confirms activation | Metal skip, edge pullback | Each lot, after maintenance |
| Extract pH + conductivity trend | Tracks alkalinity/ions | Blisters after humidity | Lot change, cullet change, weekly audit |
| Cross-hatch + tape | Confirms adhesion | Immediate delamination | Each lot |
| Cross-hatch after humidity | Confirms durability | Delayed peel | Daily or per campaign |
| Salt-fog blister rating | Confirms corrosion resistance | Blistering under Ni/Cr | Per formulation + quarterly verification |
| Optical haze / mirror spec | Confirms appearance | Cords/devit/pinhole yield loss | Continuous sampling |
The control that saves the most scrap
Time between activation and metallization matters. Activated surfaces “age” fast, especially in humid air. A stable line defines:
-
Max time from wash → activation → deposition
-
Humidity limits in staging areas
-
Lot segregation by glass family (flint vs green vs amber, hot-end treated vs not)
When these controls are locked, mirror finishes become repeatable. Composition then becomes a managed variable, not a surprise.
Conclusion
Glass composition is compatible with plating and metallization when it controls alkali leaching and defects, and when pretreatment, activation, and durability QA are tuned to that surface every day.
Footnotes
-
Electroplating deposits metal layers using electrical current. ↩
-
Electroless plating deposits metal autocatalytically without external current. ↩
-
Aluminium oxide enhances glass durability and reduces leaching. ↩
-
Sputtering ejects atoms from a target to coat a substrate. ↩
-
Liquidus temperature is the limit for crystal formation. ↩
-
Devitrification creates surface defects that ruin mirror finishes. ↩
-
Salt spray test evaluates corrosion resistance of coatings. ↩






