
Premium spirits bottles can look perfect in a sample box, then crack, scuff, or leak in real production and shipping. That is a painful and expensive surprise.
Spirits glass bottles are made by melting a controlled glass batch, forming it on an IS machine into a parison and final bottle, then annealing and coating for strength, and finally decorating and testing to meet market and shipping demands.

A reliable bottle is not luck. It is a controlled process from raw materials to pallets. The best way to understand quality is to follow the bottle through each step and see where strength and appearance are won or lost.
Which forming routes suit heavy bases and punts?
Heavy bases and deep punts sell “premium” fast. But they also raise forming difficulty, increase defects, and can waste glass if the process is not tuned.
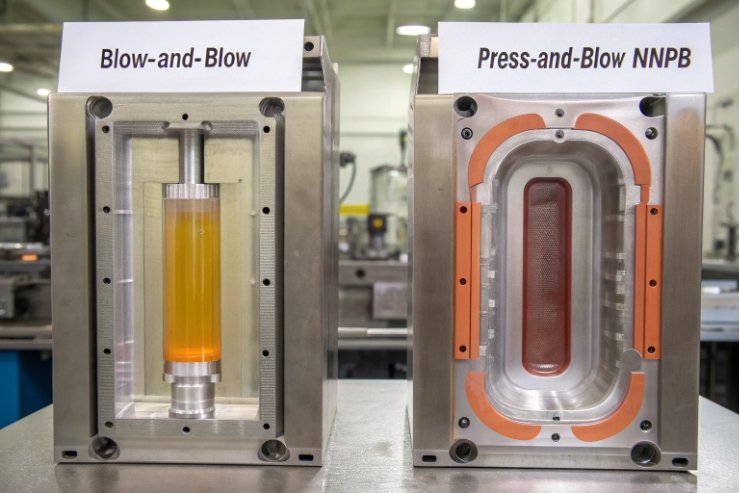
Blow-and-blow works well for many narrow-neck spirits bottles, while press-and-blow or narrow-neck press-and-blow helps control glass distribution for heavy bases and punts, reducing thin shoulders and weak heels.
Step-by-step: from melt to bottle
The process starts with a batch of silica sand, soda ash, limestone, and cullet. The furnace melts it into a clean, stable glass melt. The melt then goes through a forehearth to reach a steady forming temperature. A feeder cuts the glass into gobs with tight weight control. That gob weight is the first key lever for a heavy-base design.
On the line, the Individual Section (IS) container glass forming process 1 drops the gob into a blank mold to form a parison, then transfers it into the blow mold to expand into the final shape. For premium spirits, the base and punt are where glass must land with purpose. If too much glass stays in the shoulder, the base looks light. If too much drops into the base too fast, the shoulder turns thin and becomes fragile.
Blow-and-blow vs press-and-blow for heavy bases
Blow-and-blow is common for narrow-neck bottles. It is proven and fast. But heavy bases and sharp punts demand better control of where glass flows. Press-and-blow (including narrow-neck press-and-blow) can improve wall distribution because a plunger shapes the parison more directly. That often helps keep shoulders and heels safer while still building a heavy base look.
| Forming route | Best use case | Why it helps or hurts heavy bases | Common risks to watch |
|---|---|---|---|
| Blow-and-blow | Standard spirits shapes | Simple and stable for many SKUs | Thin shoulders if the design pushes base weight too hard |
| Press-and-blow | Better distribution control | Helps place glass where strength is needed | Process is more sensitive to setup and timing |
| Narrow-neck press-and-blow | Premium narrow-neck bottles | Strong control for wall uniformity | Needs skilled operators and stable temperature control |
Design tips that make heavy bases easier to produce
A heavy base does not need extreme thickness everywhere. The best designs place mass where the eye and hand feel it, but keep forming friendly curves:
- Use smooth transitions from body to heel to base.
- Avoid sharp internal corners in the punt.
- Keep embossing near the base shallow and clean.
- Define a target for glass distribution, not only total weight.
| Heavy-base feature | What it adds | What it costs | How to reduce risk |
|---|---|---|---|
| Deep punt | Premium look | More forming sensitivity | Round the punt geometry and protect heel thickness |
| Thick base ring | Strong shelf presence | More glass and freight | Focus mass in the ring, not the whole base |
| Sharp shoulders | Visual impact | Higher thin-wall risk | Use softer radii and stable parison control |
How do coatings and annealing increase durability?
Many “breakage” complaints are not from one big impact. They come from hidden stress plus small handling hits that build damage over time.
Annealing removes internal stress so bottles resist delayed cracking, while hot-end and cold-end coatings reduce scratches and scuffs that can turn into chips and breaks during conveying and shipping.

Annealing is the strength insurance
After forming, bottles are hot and full of stress. They must cool in a controlled way in an annealing lehr 2. If cooling is too fast or uneven, stress stays trapped. That stress can show up later as micro-checks, heel cracks, or neck breaks during closure.
A strong annealing profile does three things:
- It cools through the critical range slowly enough to relax stress.
- It keeps left-to-right temperature even, so one side does not hold more stress.
- It stays stable across shifts, so quality does not drift by day.
A simple way to screen stress is a polariscope inspection 3 on sampled bottles. It does not need to be complex. It needs to be consistent.
Hot-end and cold-end coatings protect the surface
Right after forming, many lines apply a hot-end coating 4. This can improve scratch resistance and give a better base for later handling. After annealing, a cold-end coating 5 is often applied to improve lubricity. That reduces friction on conveyors and in cartons.
This matters because scuffs are not only cosmetic. Scuffs can become chip starters. Chip starters become breaks in pallets and in e-commerce.
| Protection step | Where it happens | Main benefit | What fails if it is weak |
|---|---|---|---|
| Annealing | Lehr | Low internal stress | Delayed cracks and “random” breaks |
| Hot-end coating | Before lehr | Better scratch resistance | Early abrasion marks and rough feel |
| Cold-end coating | After lehr | Lower friction and scuff control | Scuffs, label rub, higher breakage in transport |
Handling is part of “durability”
Even perfect annealing and coatings will not survive poor handling. Common damage points are accumulation tables, guide rails, and bottle-to-bottle contact zones. For premium bottles, I prefer clear handling rules:
- Keep spacing stable to avoid clinking.
- Use low-abrasion rail materials.
- Control transfer drops between conveyors.
- Keep bottles clean, because dust scratches fast.
| Handling control | What it prevents | Easy check on the floor |
|---|---|---|
| Spacing control | Bottle-to-bottle impact | Watch accumulation zones during peaks |
| Soft transfers | Heel chips | Look for “click” points and sudden drops |
| Clean conveyors | Abrasion and haze | Wipe test and dust monitoring |
| Correct pallet wrap | Shift damage | Shake test on a finished pallet |
What decoration stacks meet migration limits?
Decoration makes a bottle sell before anyone tastes the spirit. But decoration must also survive handling and stay safe around food and alcohol packaging rules.
The safest decoration stacks keep inks and coatings on the outside only, use fully cured low-migration systems, and avoid placing decoration where it can contact the product, closure liner, or pour path.

Think in layers, not “one finish”
A decorated bottle is usually a stack:
- a base surface (glass, frosted glass, or coated glass)
- inks (screen print, ceramic label, or organic print)
- protective top coats (clear coat, matte coat, or varnish)
- optional effects (hot stamp, metallized look, soft-touch)
Each layer adds risk and cost. Each layer also needs compatibility with the next one. Many flaking problems come from poor adhesion between layers, not from the glass itself.
Migration risk is managed by design choices
For spirits bottles, the liquid is inside the glass, so direct contact migration from exterior decoration into the product is limited. The real migration and taint risks often come from:
- volatile residues from inks and coatings that are not fully cured
- solvents trapped under a top coat
- decoration or coating at the finish area that can touch closures
- label adhesives and varnishes that can create odor scalping in tight cases
That is why a clean rule helps: keep decoration off the sealing land and keep coatings away from surfaces that touch closures or filling equipment. Also, align specs to your target market’s food-contact compliance framework 6 so decorators know what documentation to provide.
Decoration options by durability and risk
Ceramic-style decoration (often called ACL) is very durable, but it is usually higher cost and needs high-temperature processing. Organic inks can look great and cost less, but they need stronger rub resistance design and better handling.
| Decoration stack | Durability in logistics | Typical look | Migration/taint control approach |
|---|---|---|---|
| Ceramic label (ACL) only | High | Crisp, premium, long life | High-temp cure, stable system, keep off finish |
| Screen print + clear coat | Medium to high | Flexible and brand-friendly | Use low-odor inks, full cure, rub test after cure |
| Full spray color + print | Medium | Strong shelf impact | Add abrasion control and upgraded dividers |
| Frosted + print | Medium | Premium matte | Avoid fingerprints and scuffs, add protective packing |
| Hot stamp + top coat | Medium | Luxury highlight | Plate alignment, adhesion testing, protect edges |
Proofing and approval that prevents rework
A decoration stack should be approved in real life, not only on a PDF. A good approval path includes:
- a decorated sample bottle from production intent
- a rub test after curing
- a simple odor check in a sealed carton over time
- a handling trial on the bottling line if possible
| Approval gate | What it catches | Why it saves money |
|---|---|---|
| Adhesion test | Flaking risk | Avoids full-lot rejects |
| Rub/scuff test | Carton abrasion risk | Reduces returns on arrival |
| Cure validation | Odor and smear risk | Protects brand experience |
| Closure area check | Finish contamination | Prevents leaks and torque drift |
Which tests certify global shipping readiness?
A bottle can pass factory visual checks and still fail after 30 days of vibration and stacking load. Global shipping readiness needs tests that match real routes.
Shipping readiness is proven by dimensional and finish gauges, stress and strength screening, coating and decoration durability tests, and packed-shipment simulations like drop, vibration, and compression on the final carton and pallet.

Start with function: finish, fit, and strength
A spirits bottle must fit closures. So finish inspection is a critical test family:
- finish dimensions with go/no-go gauges
- visual checks for chips and checks on the sealing surface
- neck ovality and concentricity screening
- bottle height and verticality checks for line stability
Strength and stress checks matter because heavy bases can hide thin shoulders. Annealing stress checks help prevent delayed breaks. Basic impact and vertical load tests help validate distribution strength.
Then prove surface durability
Coatings and decoration must survive:
- conveying
- carton contact
- pallet vibration
- temperature swings
So tests should include:
- scuff/abrasion checks (dry and humid conditions)
- coating adhesion
- print rub resistance
- appearance checks after handling simulations
Finally test the “real shipped unit”
The best shipping test is not a bare bottle test. It is a packed test:
- drop test on filled or empty shippers (as shipped)
- vibration simulation on cartons
- compression/top-load checks for stacked pallets
- pallet stability checks with corner boards and strapping
If you need a recognized distribution-cycle baseline, many teams map ship conditions to ASTM D4169 performance testing 7 before finalizing carton and pallet specs.
| Test group | Key tests | What it prevents | When to run it |
|---|---|---|---|
| Dimensional | Finish gauges, height, capacity | Closure mismatch and line downtime | First articles and each production lot |
| Stress/strength | Polariscope, impact, vertical load | Delayed cracks and breakage spikes | Per shift sampling and new mold starts |
| Surface | Scuff, rub, adhesion | Decoration returns and premium downgrade | Each decoration batch and packing change |
| Pack simulation | Drop, vibration, compression | E-commerce and export damages | Before launch and after any pack change |
QA gates that work across countries
Global shipping readiness also needs process gates:
- incoming inspection on closures and bottles
- in-line sampling with control charts (torque or insertion and pull-out)
- pre-shipment inspection on packing and pallets
- traceability by date, line, and cavity
- container loading photos and checks for movement control
These gates reduce claims because they stop problems before the container doors close.
Conclusion
Spirits bottles are built by controlled forming, stress relief, surface protection, safe decoration stacks, and realistic shipping tests that match how bottles are handled in the real world.
Footnotes
-
Overview of IS forming plus blow-and-blow, press-and-blow, and NNPB basics for container glass. ↩︎ ↩
-
Quick definition of annealing lehrs and why controlled cooling prevents residual stress and delayed cracking. ↩︎ ↩
-
Learn how polariscopes reveal residual stress patterns so you can spot risky lots before shipping. ↩︎ ↩
-
Explains hot-end coating purpose and application timing to reduce early scratches after forming. ↩︎ ↩
-
Practical explanation of cold-end coatings used to reduce conveyor friction and carton scuffing. ↩︎ ↩
-
Reference framework for food-contact material compliance that helps align ink/coating documentation across markets. ↩︎ ↩
-
Standard baseline for simulating distribution hazards so pack tests match real vibration, drops, and stacking loads. ↩︎ ↩






