
A bottle failing at the base during hot filling is more than a mess; it is a sign of fundamental design failure. Ignoring the geometry of the bottom leads to "bottom knockouts" 1 and dangerous thermal shock issues.
The base design is the single most critical factor in a glass bottle’s heat resistance. Features like the push-up (punt) and heel radius determine how thermal stress is distributed, while base thickness governs the cooling rate. A poor base design traps heat and creates stress concentrators that shatter under Delta T ($\Delta T$) loads.

The Critical Role of the Base in Thermodynamics
When we talk about hot filling at FuSenglass, we often focus on the "thermal shock" moment—that split second when 90°C liquid hits 20°C glass. However, many overlook where that liquid hits first: the base. The bottom of the bottle absorbs the initial thermal impact and bears the mechanical load of the fluid’s weight simultaneously.
In my 20 years of manufacturing experience, I have seen that 70% of thermal failures originate in the lower 30mm of the bottle. This is not a coincidence. The base is naturally the thickest part of the container. In glass physics, thickness is a double-edged sword. While it provides mechanical strength against impact, it acts as a thermal insulator. Thick glass takes longer to heat up and, crucially, longer to cool down—exactly why thermal shock in container glass 2 so often starts at stress concentrators near the heel.
This creates a dangerous dynamic during the cooling phase. As the bottle travels through the cooling tunnel, water sprays the outside. The thin sidewalls cool and contract rapidly. The thick base, however, holds its heat. This differential contraction—where the walls are pulling in while the base is still expanded—creates massive tensile stress at the "heel" (the corner where the bottom meets the wall). If the design does not account for this via geometry, the bottom simply shears off.
Thermal Dynamics of the Bottom
The base is also the only point of contact with the conveyor belt. If the conveyor is cold metal, it acts as a heatsink, sucking heat out of the bottom surface while the inside is scorching hot. This "contact shock" adds another layer of complexity.
We must design the base to manage three forces:
- Internal Pressure: Vacuum created as the product cools.
- Thermal Expansion: The physical growth of the glass structure.
- Mechanical Impact: The shock of being set down on filling plates.
Base Feature Impact Matrix
| Feature | Function in Hot Fill | Thermal Risk |
|---|---|---|
| Punt (Push-Up) | Distributes vacuum pressure; reduces contact area. | Low: Good stress distribution. |
| Flat Base | Max stability; max volume. | High: "Oil-canning" and poor thermal flex. |
| Heavy Bottom (Slug) | Aesthetic "premium" look. | Critical: Retains heat; causes cooling tunnel failure. |
| Knurling (Stippling) | Grip; prevents thermal vacuum on conveyor. | Low: Reduces thermal shock by limiting contact. |
Which base structures (punt, push-up, flat base) best reduce thermal stress during hot-fill and sterilization?
Choosing the wrong base profile turns your bottle into a pressure vessel that cannot handle the heat. A flat bottom might look sleek, but a domed punt is an engineering necessity for hot-fill survival.
The "push-up" or punt is the superior structure for hot filling because its arch shape distributes internal pressure and thermal expansion forces evenly toward the sidewalls. Flat bases are prone to "oil-canning" (warping) and direct thermal shock from conveyor contact, making them unsuitable for high-temperature processing.
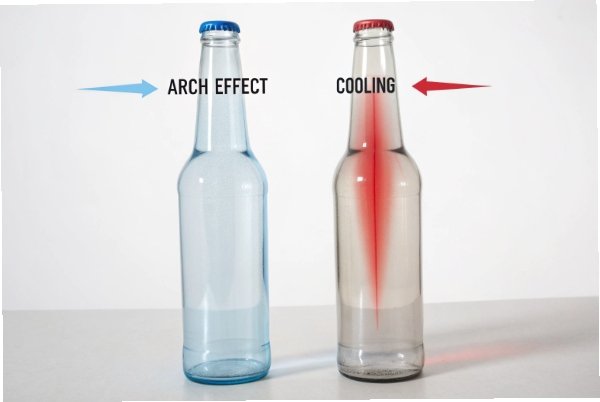
The Arch Effect of the Punt
Architects use arches because they transfer downward pressure into outward force. We use the same principle in glass. A "Push-Up" (the dome indentation at the bottom) functions like a structural arch; packaging engineers often describe the role of the pushup and bearing ring 3 the same way.
When a hot-filled bottle cools, the liquid volume shrinks, creating a vacuum. This vacuum tries to suck the glass walls inward.
- Flat Base: The center of a flat base is weak. Under vacuum, it can be pulled upward (oil-canning), creating instability or stress cracks.
- Punt Base: The dome is rigid. It resists the vacuum pull without deforming. More importantly, during the initial hot fill, the punt allows the glass to expand slightly without putting direct tension on the heel.
Heat Transfer and Contact Area
One of the hidden benefits of a punt is that it lifts the center of the bottle off the conveyor belt.
In a flat-bottomed bottle, the entire surface area touches the belt. If the belt is wet or cold, you get immediate thermal transfer across the whole base. This rapid cooling of the external skin causes microscopic cracks (checking).
With a punt, only the outer rim (the "bearing surface") touches the belt. The center of the glass is insulated by a cushion of air. This air gap prevents "thermal shock from below," giving the glass time to adjust to the temperature change gradually—especially when the base geometry maintains a consistent bearing surface contact ring 4.
Designing the "Bearing Surface"
The ring of glass that actually touches the table is called the bearing surface. For hot fill, we design this to be slightly stippled or knurled. A perfectly smooth bearing surface can form a vapor lock or suction onto a wet conveyor, causing the bottle to tip over when the belt moves. A textured surface breaks this seal and reduces the contact area further.
Structural Comparison Table
| Base Type | Thermal Stress Handling | Vacuum Resistance | Recommended For |
|---|---|---|---|
| High Punt (>15mm) | Excellent (High flex) | Superior | Sparkling wines; Premium Hot Fill. |
| Low Push-Up (5-10mm) | Good | Good | Standard Juices/Sauces. |
| Flat Bottom | Poor | Poor (Deforms) | Dry powders; Ambient fill spirits. |
| Heavy "Slug" Base | Very Poor | High (Rigid but brittle) | Perfume; Spirits (Not Hot Fill). |
How do heel radius, base thickness, and thickness uniformity influence thermal shock cracking at the bottom?
The transition from the vertical wall to the horizontal base is the "danger zone." If this curve is too tight or the glass flow is uneven, you manufacture a stress riser that will snap the moment heat is applied.
A generous heel radius (compound curve) is essential to dissipate stress; sharp corners concentrate it. Even more critical is thickness uniformity—a "wedge bottom" (thick on one side, thin on the other) creates differential expansion rates that tear the base apart during the rapid heating of the filling cycle.
The Geometry of the Heel
The "Heel" is the corner of the bottle. In engineering terms, stress concentrates at geometric discontinuities. A sharp 90-degree corner is the worst possible shape for thermal shock.
At FuSenglass, we use a Compound Radius for our hot-fill molds. This means we use two or three different curves to blend the wall into the base gently.
- Small Radius (< 2mm): Acts as a stress notch. When the wall expands, it shears against the rigid base.
- Large Radius (> 4mm): Distributes the expansion force over a wider area. It acts like a shock absorber.
The "Wedge Bottom" Defect
Glass distribution is controlled during the "Parison" (pre-form) stage. If the gob of molten glass isn’t perfectly centered, or if the parison swings slightly before entering the final mold, you get a "Wedge Bottom."
This means the left side of the base might be 5mm thick, and the right side is 2mm thick.
- The 2mm side: Heats up instantly to 85°C.
- The 5mm side: Stays at 40°C for seconds longer.
The hot side expands. The cold side resists. The result is a crescent-shaped crack through the bottom. We use automated inspection to reject any bottle with a thickness ratio variance greater than 2:1.
Baffle Marks and Seams
The bottom of the bottle is formed by a separate piece of the mold called the "Bottom Plate" or "Baffle." Where the body mold meets the bottom plate, there is a seam.
If the mold is worn or poorly aligned, this seam becomes a deep groove or a sharp ridge. This is a physical flaw in the glass skin. Under thermal tension, glass doesn’t break randomly; it unzips from a flaw. A deep baffle match mark is essentially a "cut here" line for thermal shock.
Thickness & Defect Impact
| Parameter | Optimal Spec | The Danger Zone | Consequence |
|---|---|---|---|
| Heel Radius | Compound (>3mm) | Tight (<1.5mm) | Shear crack at the base. |
| Base Thickness | Uniform (3-5mm) | Heavy (>8mm) | Retains heat; fails in cooling tunnel. |
| Uniformity | Ratio < 1.5:1 | Wedge > 2:1 | Differential expansion failure. |
| Baffle Seam | Invisible / Smooth | Sharp / Offset | Stress riser for crack initiation. |
Can base embossing or knurling create heat-sensitive stress concentrators, and how should it be designed?
Mold numbers and logos on the bottom serve a purpose, but if they are cut too deeply or with sharp edges, they become the starting point for a fracture.
Sharp-edged embossing and deep mold numbers act as mechanical notches that weaken the glass integrity under thermal load. Instead, use "soft" profiles for logos and knurling (stippling) patterns like crescents or dots, which break surface tension and aid cooling without compromising structural strength.

The Risks of Bottom Branding
Brands love to put their logo or "Cavity Number" on the bottom of the bottle. However, from a physics standpoint, every letter is a scratch in the surface integrity.
In hot filling, the outer surface is under tension. If you have a letter "V" or "M" with a sharp internal vertex embossed on the bottom, the tensile stress focuses on that point.
- Rule 1: No sharp angles in embossing. All letters must be rounded.
- Rule 2: Limit depth. Embossing depth should be < 0.3mm for hot-fill ware.
For teams who want a practical, engineering-driven look at base texture, the container-industry analysis of knurl configurations on bearing surfaces 5 highlights why some patterns can increase micro-check risk if poorly formed.
Knurling: A Thermal Ally
Knurling (the row of dots or ridges on the bearing surface) is vital for hot filling. It serves two thermal purposes:
- Air Circulation: It allows air to pass under the bottle bottom when it is sitting on a flat conveyor. This aids in cooling and prevents heat accumulation.
- Thermal Break: It reduces the contact surface area between the hot glass and the cold metal conveyor by 50-70%. Less contact means less direct thermal shock.
Crescent vs. Dot Knurling
We typically use two types of knurling:
- Chain/Dot: A series of raised dots. Good for stability and minimal contact.
- Crescent (Banjo): Curved lines. These are stronger and less likely to create stress points than dots, which can sometimes act as individual pressure points if the glass is thin. For heavy hot-fill bottles, crescent knurling provides the best balance of strength and thermal protection.
Avoiding the "Thermal Trap"
Some designers want a deep "engraved" look on the bottom. If you create deep recesses, water from the cooling tunnel or the rinse cycle can pool there.
If a pool of 20°C water sits in a deep letter "O" on the bottom while the bottle is filled with 90°C juice, that localized cold spot will cause a "check" (small crack) that might not propagate until the bottle is shipped.
If you need a consumer-facing explanation of why a punt exists (and why it changes how the base behaves), this short piece on the functional “power of a punt” 6 is useful for aligning design and engineering stakeholders.
Design Do’s and Don’ts
| Feature | Best Practice | Dangerous Design |
|---|---|---|
| Mold Numbers | Rounded font, shallow relief. | Sharp serif font, deep cut. |
| Knurling | Crescent or Bar pattern. | Aggressive spikes or smooth (no knurl). |
| Logo Placement | Center of the Punt (Arch). | On the Bearing Surface (Impact zone). |
| Venting | Micro-vents in mold. | Non-vented (traps air/heat). |
What QC tests and acceptance criteria best verify base heat performance before mass production?
You cannot assess thermal performance with a caliper. You need destructive testing that simulates the violence of the hot-fill line.
The Thermal Shock Resistance (TSR) test is the definitive validation, requiring the base to withstand a 42°C temperature drop without failure. Additionally, "Bottom Impact" testing ensures the glass retains mechanical strength even after thermal cycling, and section analysis verifies geometric uniformity.

The TSR (Thermal Shock Resistance) Protocol
This is the standard ASTM C149 thermal shock resistance test method 7, but we adapt it for hot-fill realities.
- Soak: Bottles are submerged in a hot water bath (e.g., 65°C) until the glass is uniformly heated.
- Transfer: Within 15 seconds, they are transferred to a cold water bath (23°C).
- Inspection: We look for breakage.
- Acceptance: For standard hot fill, the bottle must survive a $\Delta T$ of 42°C. For premium ware, we target $\Delta T$ 50°C.
If the bottle fails, we analyze the shards. If the crack originates at the heel or the baffle mark, we know the base design is flawed.
- Acceptance: For standard hot fill, the bottle must survive a $\Delta T$ of 42°C. For premium ware, we target $\Delta T$ 50°C.
For plants that specify international methods, ISO 7459 thermal shock resistance/endurance tests 8 provide the parallel framework used in many global QA systems.
Bottom Impact Testing
Thermal stress weakens glass. A bottle might survive the filler but become fragile.
We use a pendulum impact tester to strike the heel of the bottle.
- Pre-Thermal: A bottle might withstand 0.8 Joules of impact.
- Post-Thermal: If it drops to 0.2 Joules, the thermal shock has created invisible micro-cracks.
We require that the bottle retains at least 80% of its impact strength after thermal cycling.
Section Analysis (Cut-and-Measure)
We take one bottle from every mold cavity (e.g., if it’s a 12-section machine, we cut 12 bottles).
We slice them vertically through the center.
- Measurement: We measure thickness at the center of the punt, the bearing ring, and the heel.
- Criteria: The "Wedge" (difference between left and right heel thickness) must be < 1mm. The punt must be centered. If the glass has "settled" too much into the base (making it thick and the neck thin), we adjust the machine timing.
Polariscope Verification
A polariscope test checks residual stress (state of anneal). If the base is carrying high locked-in stress before you even hot-fill it, it will fail sooner.
We align this with ASTM C148 polariscopic examination of glass containers 9 so the acceptance decision is repeatable across shifts and plants.
QC Validation Table
| Test Name | Methodology | Passing Criteria | Purpose |
|---|---|---|---|
| TSR (ASTM C149) | Hot Bath $\to$ Cold Bath | Survive $\Delta T$ 42°C | Verify resistance to filling/cooling shock. |
| Bottom Impact | Pendulum strike on heel | > 0.6 Joules (varies by size) | Ensure base survives conveyor handling. |
| Internal Pressure | Hydraulic burst test | > 15 Bar (Std) | Verify punt strength against vacuum/pressure. |
| Polariscope | Light refraction | Grade 2 Annealing | Ensure base is stress-relieved. |
Conclusion
The base is the foundation of hot-fill success. A push-up profile, generous heel radius, and uniform glass distribution are not just aesthetic choices—they are thermodynamic requirements. By knurling the bearing surface and validating with rigorous TSR testing, you ensure your bottle can take the heat without leaving production in pieces.
Footnotes
-
Defines base terms like push-up and embossing, clarifying common failure language such as “bottom knockouts.” ↩ ↩
-
Explains how rapid temperature gradients create tensile stress that initiates cracks at geometric discontinuities. ↩ ↩
-
Visual breakdown of pushup, bearing ring, and base geometry—useful for aligning design and QC terminology. ↩ ↩
-
Clear overview of bottle base anatomy and how the bearing surface supports stability and contact behavior. ↩ ↩
-
Industry technical note on knurl types (bar/crescent/dot/chain) and their link to checks and micro-cracks. ↩ ↩
-
Simple explanation of punt functions that helps justify punt geometry to branding and marketing teams. ↩ ↩
-
Official ASTM scope for evaluating thermal shock resistance of commercial glass containers used in hot-pack and pasteurization contexts. ↩ ↩
-
ISO test-method standard for thermal shock resistance/endurance—helpful for global procurement and QA alignment. ↩ ↩
-
ASTM method for polariscope-based anneal/stress evaluation, supporting consistent acceptance criteria across production. ↩ ↩






