Glass is theoretically incredibly strong, but in the harsh reality of a filling line, it is fragile. A single microscopic scratch can reduce the thermal shock resistance of a bottle by 50%. This is where Hot-End Coating (HEC) 1{#fnref1} becomes your invisible shield.
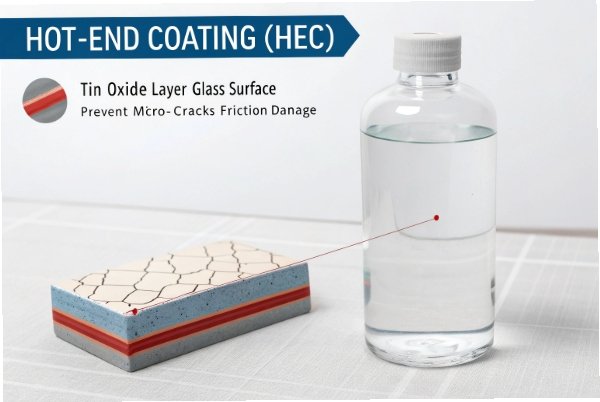
No, Hot-End Coating does not change the intrinsic thermal properties of the glass material itself. However, it is critical for retaining heat resistance. By bonding a micro-thin layer of tin oxide to the surface, it prevents the formation of micro-cracks and abrasions during handling, ensuring the bottle retains its original "pristine" strength to withstand thermal shock.

The Invisible Armor: Preserving Structural Integrity
At FuSenglass, we consider the "Surface Treatment" (HEC + Cold End Coating) to be just as important as the glass composition itself. Pristine glass, fresh from the mold, has immense tensile strength. However, glass has a fatal weakness: it is flaw-sensitive.
When two bare glass bottles rub against each other (glass-on-glass contact), high friction causes "seizing," creating microscopic surface fissures.
- Without HEC: These micro-fissures act as stress concentrators. When you subject this scratched bottle to a hot-fill process ($\Delta T$), the thermal stress finds these scratches and rips the bottle open.
- With HEC: The micro-thin tin oxide (SnO₂) primer layer 2{#fnref2} acts as a foundation, allowing the subsequent cold-end coating to bond effectively. This lubricates the surface, preventing scratches.
Therefore, while HEC doesn’t make the glass "heat proof," it stops the glass from becoming "heat weak."
| Feature | Function | Impact on Thermal Performance |
|---|---|---|
| Material | Monobutyltin Trichloride (MBTC) 3{#fnref3} vapor $\to$ Tin Oxide (SnO₂). | Creates hard, base layer. |
| Thickness | 30-60 CTU (Coating Thickness Units). Nanometer scale. | Too thin = Scratches = Low Thermal Survival. |
| Bonding | Covalent bond at ~550°C. | Permanent; survives pasteurization. |
| Synergy | Anchors the polyethylene-based cold-end coating (CEC) 4{#fnref4}. | Essential for scratch resistance. |
How do hot-end coatings (such as tin oxide or other metal oxide layers) impact the thermal shock resistance of glass bottles?
The impact is indirect but decisive. You can produce the strongest bottle design in the world, but if it gets "bruised" on the conveyor belt before the filler, it will fail during pasteurization.
HEC impacts thermal shock resistance by maximizing "Retained Strength." It hardens the glass surface and drastically reduces the coefficient of friction (when combined with CEC), preventing the surface flaws that typically serve as nucleation sites for thermal fractures.

The Mechanics of Flaw Prevention
Thermal shock failure is driven by tensile stress on the glass surface. The formula for the stress required to propagate a crack is related to the depth of the surface flaw ($a$):
$$ \sigma_{fracture} \propto \frac{1}{\sqrt{a}} $$
- Deep Scratches ($a$ is large): It takes very little thermal stress ($\sigma$) to break the bottle.
- Protected Surface ($a$ is near zero): The bottle can withstand massive thermal shock.
The tin oxide layer is harder than raw glass. It reduces the “digging” action when bottles collide, and the lubricity is often validated by a tilt-table slip angle method 5{#fnref5}. By keeping the value of ‘$a$’ (flaw depth) minimal, the HEC allows the bottle to survive the $\Delta T$ of 42°C or 60°C required in hot-fill, even after running through depalletizers and conveyors.
What role does the thickness and uniformity of the hot-end spray layer play in preventing thermal stress during hot-fill or sterilization?
Application consistency is key. A bottle is only as strong as its weakest (uncoated) point.
Uniformity is more critical than absolute thickness. A continuous layer of 35-50 CTU ensures total surface protection. If the coating is "spotty" or misses the shoulder/heel contact points, those specific areas will accumulate micro-damage, creating localized "weak spots" that will rupture under thermal stress.

The Danger of "Holidays" (Gaps)
In the coating hood, if the vapor flow is turbulent or the exhaust is unbalanced, you might get heavy coating on the body but zero coating on the shoulder.
- Scenario: The bottle shoulder rubs against guide rails. Without HEC, it gets scratched.
- Thermal Event: During hot-filling, the shoulder expands. The stress finds that one scratch. The bottle decapitates.
- Target: We aim for a minimum of 35 CTU across all contact surfaces.
Is Thicker Better?
No.
- Too Thin (< 30 CTU): Insufficient anchorage for CEC. Scratches occur. Thermal risk high.
- Too Thick (> 80 CTU): Cosmetic issues (Iridescence/Rainbow effect). While not thermally dangerous per se, it indicates process loss and can cause labeling adhesion issues, which indirectly affects line performance.
- Finish-Specific Limit: Many plants also apply tighter CTU limits at the finish 6{#fnref6} to avoid downstream closure-related issues.
| Coating Status | Visual Sign | Thermal Risk |
|---|---|---|
| Optimal (35-50 CTU) | Invisible / High Sheen. | Low. Surface integrity maintained. |
| Too Thin (< 20 CTU) | Dull surface. | High. Glass-to-glass contact causes checking. |
| Too Thick (> 80 CTU) | Rainbow/Oil-slick appearance. | Low. (Mainly cosmetic/labeling risk). |
| Uneven (Striped) | Vertical clear streaks. | Moderate. Specific zones will fail. |
How can improper curing or coating thickness variations lead to thermal expansion issues or cracking risks?
The term "curing" in HEC refers to the chemical reaction of the vapor with the hot glass surface. If this process is uncontrolled, the application itself can damage the bottle.
Improper application, specifically the dripping of liquid chemical or "cold spots" in the coating hood, can induce immediate thermal shock checks (Cold Checks). Furthermore, excessive thickness variations do not cause expansion issues (the layer is too thin), but they lead to Cold End Coating failure, which subsequently exposes the glass to damage and thermal breakage.

The "Cold Check" Phenomenon
The coating chemical (MBTC) is a liquid vaporized into a gas.
- Process Failure: If the vaporization system malfunctions and liquid droplets fall onto the hot bottle, the rapid evaporation creates localized chilling.
- Result: A "Cold Check" or "C-Crack." This is a permanent, deep fissure in the glass wall.
- Thermal Consequence: This bottle is dead on arrival. It will explode the moment it hits the hot-fill line.
Thickness Variation and "Slip"
If HEC is uneven, the cold-end coating won’t stick evenly.
- Friction Variation: You get "sticky" bottles.
- Line Jamming: Sticky bottles jam in the accumulator table. The back-pressure builds up. The crushing force creates deep abrasions. These deep abrasions then fail during the thermal cycle of pasteurization. The root cause was poor coating, the trigger was the line jam, but the result is thermal failure.
What tests should be used to ensure that hot-end coatings do not compromise the heat resistance of glass bottles during production?
You need to verify the coating presence and the bottle’s performance.
The primary metric is coating thickness measurement using a reflective meter (AGR Hot End Coating Meter). However, the true validation is the "Simulated Line Abrasion" test followed by a Thermal Shock test (ASTM C149). This sequence proves that the coating is actually protecting the glass from strength degradation.

1. Coating Thickness Measurement
- Tool: AGR Combined Coating Measurement System (CCMS) 7{#fnref7} or equivalent.
- Method: Measures optical response to estimate coating thickness in CTU.
- Frequency: Every 2-4 hours. Check Heel, Body, and Shoulder.
- Pass/Fail: Must be > 30 CTU.
2. Abrasion Resistance Test (The "Scratch Test")
- Method: Rub two bottles together under a specific load for a set time, or use a "Line Simulator" machine.
- Assessment: If the coating is working, bottles slide smoothly; if they “seize,” surface protection is failing.
This “retained strength” concept is strongly supported by research showing coatings provide scratch protection under dry and wet sliding 8{#fnref8}—exactly the conditions that destroy thermal-shock survivability on real conveyors.
3. Retained Strength Thermal Shock
This is the gold standard validation.
- Step 1: Run bottles through the abrasion simulator (abrade them).
- Step 2: Perform the ASTM C149 thermal shock resistance test 9{#fnref9}.
- Analysis:
- Good Coating: Abraded bottles pass the shock test.
- Bad Coating: Abraded bottles shatter. This confirms the coating failed to protect retained strength.
4. Stress Screening (Optional but Powerful)
If you see unexplained breakage after pasteurization, screen residual stress with a polariscope using ASTM C148 polariscopic examination 10{#fnref10}. Coatings don’t “fix” bad annealing—so this separates stress-driven failures from abrasion-driven failures.
| Test | Objective | Target Criterion |
|---|---|---|
| Reflectance (CTU) | Verify SnO₂ layer thickness. | Min 35 CTU; Max 70 CTU. |
| Slip Angle (Tilt Table) | Check friction (HEC+CEC). | Angle < 15° (Bottles slide easily). |
| Line Simulator | Mimic conveyor rubbing. | No visible “white ring” scratches. |
| Abraded Thermal Shock | Validate safety factor. | 100% pass at $\Delta T$ 42°C after abrasion. |
Conclusion
Hot-End Coating is the unsung hero of thermal performance. While it adds no thermal mass or insulation, it is the only thing standing between your bottle’s theoretical strength and the destructive reality of friction. By maintaining a uniform 35-50 CTU layer, FuSenglass ensures that your bottles remain as strong on the filling line as they were the moment they left the mold.
Footnotes
-
Explains how hot-end oxide coatings are formed and why they improve surface durability in container-glass handling. ↩ ↩
-
Defines CTU targets and links CTU values to nanometer-scale tin oxide thickness for practical process control. ↩ ↩
-
Confirms MBTC is a widely used hot-end coating chemistry for forming protective tin-oxide primer layers. ↩ ↩
-
Details why polyethylene cold-end coatings reduce friction and prevent glass-to-glass abrasion damage. ↩ ↩
-
Describes slip-angle testing and typical acceptance thresholds for container lubricity after cold-end coating. ↩ ↩
-
Notes finish-specific CTU limits and why excessive tin oxide at the finish can create downstream problems. ↩ ↩
-
Provides a production-grade system for measuring hot-end and cold-end coating levels on containers. ↩ ↩
-
Evidence that properly applied coatings provide lubricity and scratch protection under wet/dry sliding conditions. ↩ ↩
-
Official scope for ASTM C149 thermal shock testing used for hot-pack, washing, and pasteurization survivability. ↩ ↩
-
Standard method for grading residual stress/anneal state in glass containers using polariscopic examination. ↩ ↩






