
This is a technical nuance that often confuses even experienced quality managers. We must distinguish between permanent residual stress (from manufacturing) and transient thermal stress (from usage).
Thermal expansion itself does not create permanent "residual" stress unless the glass is heated near its strain point (~500°C) and cooled unevenly. However, thermal expansion during processes like hot-filling or autoclaving creates massive transient mechanical stress. If this transient stress combines with existing poor annealing, the bottle will shatter.

The Stress Equation
In my experience at FuSenglass, when a client says "your bottles developed stress after my pasteurizer 1," they are usually mistaken. The pasteurizer didn’t add residual stress; it applied a thermal load that revealed the bottle’s inherent weakness.
-
Residual Stress: Permanent tension locked inside the glass during the factory cooling process (Annealing).
-
Transient Stress: Temporary tension caused by temperature differences ($\Delta T$) during your production. It disappears once the bottle reaches a uniform temperature.
What is residual stress in glass bottles, and how does uneven cooling “lock in” stress after heating?
Residual stress is the result of a "cooling race" between the inside and outside of the glass wall during manufacturing.
Residual stress occurs when the outer surface of the molten glass cools and hardens while the inner core remains hot and soft. As the core eventually cools and contracts, it pulls against the already rigid outer skin, creating permanent tensile stress in the core and compressive stress on the surface.
The "Frozen Skin" Phenomenon
Imagine a glass bottle leaving the mold at $600^{\circ}C$.
-
Surface Freezes: The outer air cools the skin of the bottle first. It becomes rigid.
-
Core Contracts: The middle of the glass wall is still hot and soft. As it slowly cools, it tries to shrink.
-
The Tug-of-War: Since the skin is already hard and won’t move, the shrinking core stretches itself out, creating Tension. The skin, resisting this pull, is put under Compression.
If we don’t fix this immediately, the bottle becomes a "Prince Rupert’s Drop 2"—a bomb waiting to go off. A tiny scratch on the surface will release that tension, and the bottle will explode. This is why Annealing (reheating and slow cooling) is non-negotiable.
How do hot-fill, tunnel pasteurization, and sterilization cycles generate stress even when bottles are properly annealed?
If the bottle is perfectly annealed, why does it break in the tunnel? Because glass is a poor heat conductor 3.
These processes generate "Transient Thermal Stress." Because glass resists heat flow, rapid temperature changes create a gradient where one part of the bottle expands while another remains contracted. This differential expansion generates mechanical force (stress) that can exceed the glass’s tensile strength, causing breakage.

The Transient Stress Mechanism
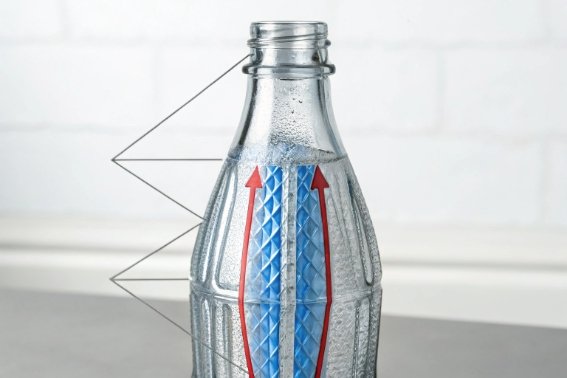
Let’s look at a hot-fill 4 scenario (e.g., pouring $90^{\circ}C$ juice into a bottle).
-
Inner Wall: Instantly heats to $90^{\circ}C$ and tries to expand.
-
Outer Wall: Is still at room temperature ($20^{\circ}C$) and stays rigid.
-
The Conflict: The inner wall pushes outward, but the outer wall holds it back. This puts the Outer Surface in Tension.
Crucial Fact: Glass is strong in compression (pushing) but weak in tension (pulling). This is why bottles break from the outside in during hot-filling, and from the inside out during cooling.
-
Hot Fill: Dangerous for the outer surface (Tension).
-
Cooling Tunnel: Dangerous for the inner surface (Tension).
-
Sterilization: The most dangerous phase is the "cool down," where the bottle is hot but the environment (steam) drops in temp rapidly.
| Process Stage | Thermal Action | Stress Type | Risk Level |
| :— | :— | :— | :— |
| Hot Filling | Inside expands | Outer Surface Tension | Moderate |
| Pasteurization | Slow heating | Low Gradient | Low |
| Cooling Tunnel | Outside contracts | Outer Surface Tension | High |
| Autoclave Venting | Rapid cooling | Thermal Shock 5 | Critical |
Which bottle areas retain stress most often (neck finish, shoulder, heel/base), and what defects can it cause later?
Stress is not distributed evenly. It hides in the thickest and most complex parts of the geometry.
Residual stress accumulates in areas with uneven cooling rates: the heel (base corner), the shoulder, and the neck finish. The thick glass base holds heat the longest, creating a high tension zone. Common defects include "bottom dropout" (base separation), "checked necks" (tiny cracks), and spontaneous breakage in storage.

The Danger Zones
-
The Heel (Base Corner):
-
Why: The transition from the thin sidewall to the thick base is the hardest to anneal. The wall cools fast, the base cools slow.
-
Defect: Butterfly Cracks. A small impact here releases the stress, causing a check that looks like a butterfly wing.
-
-
The Neck Finish:
-
Why: The metal mold rings (neck rings 6) suck heat out of the finish faster than the rest of the bottle.
-
Defect: Split Finish. Vertical cracks in the threads that cause leakers. This often leads to capping line failures where the whole neck snaps off.
-
-
The Shoulder:
-
Why: Changes in diameter create variations in wall thickness.
-
Defect: Shoulder Checks. These are insidious because they are often invisible until the bottle is pressurized or capped.
-
The "Time Bomb" Effect: Highly stressed bottles might not break on the line. They can break 2 weeks later in your warehouse due to a minor temperature shift (e.g., night vs. day). This is "Delayed Breakage 7."
How can you detect and control residual stress (polariscopic inspection, annealing optimization, and controlled cooling curves)?
You cannot see stress with the naked eye. You need polarized light.
Residual stress is detected using a Polariscope, which visualizes internal tension as colored optical fringes (ASTM C148). Control is achieved by optimizing the Annealing Lehr curve—specifically the soak time at 560°C and the slow cooling rate to 450°C. For the end-user, controlling process cooling curves ($\Delta T$) prevents transient stress from becoming catastrophic.

1. The Polariscope Test (ASTM C148)
In our lab, we place the bottle between two polarized filters. The stress bends the light, creating "birefringence 8." We compare the color to standard discs.
-
Grade 1-2 (Colorless/Grey): Excellent. Commercial standard.
-
Grade 3 (Slight Color): Acceptable for general use, risky for carbonation.
-
Grade 4 (Bright Colors): Reject. High risk of spontaneous explosion.
-
Grade 5 (Multi-color Rings): Critical Failure.
2. Optimizing the Lehr (Factory Side)
To fix stress, we adjust the "Annealing Curve 9":
-
Heat Up: Bring bottles to ~560°C.
-
Soak: Hold for 15+ minutes to allow the glass to relax physically.
-
Annealing Zone (The Critical Phase): Cool very slowly from 560°C to 450°C. This is where stress is generated if we go too fast.
-
Rapid Cool: Once below 450°C (Strain Point 10), we can cool faster without adding permanent stress.
3. Controlling Process $\Delta T$ (Client Side)
You can’t fix the bottle’s annealing, but you can stop transient stress from breaking it.
-
Step-Down Cooling: Never spray 20°C water on 90°C bottles. Use zones: 70°C -> 50°C -> 30°C.
-
Warm Rinse: If hot-filling, pre-rinse the bottles with warm air or water to lower the initial $\Delta T$.
Conclusion
Residual stress is a manufacturing defect; Transient stress is a processing reality. While you can’t fix the former (that’s my job), you must manage the latter by controlling your heating and cooling speeds. Always ask for a Grade 2 annealing guarantee on your specification sheet.
Footnotes
-
Equipment applying controlled heat to reduce spoilage organisms in beverages. ↩
-
Toughened glass beads demonstrating extreme internal residual stress physics. ↩
-
Explains glass thermal properties and its poor heat transfer capability. ↩
-
Process of filling containers with heated product to ensure sterilization. ↩
-
Fracture caused by rapid temperature changes creating differential expansion stress. ↩
-
Critical mold components forming the finish, impacting glass cooling rates. ↩
-
Spontaneous failure occurring well after manufacturing due to stress release. ↩
-
Optical phenomenon used to visualize internal stress patterns in glass. ↩
-
Temperature profile required to relieve internal glass stress. ↩
-
Temperature below which permanent stress cannot be relieved by annealing. ↩






