
Losing premium product to shattered glass on the filling line is a nightmare for any manufacturer. It drains profits and stalls production. The culprit is often poorly managed thermal dynamics.
Glass bottles burst during hot filling primarily due to thermal shock caused by an excessive temperature differential ($\Delta T$) between the glass and the liquid. This rapid expansion creates tensile stress that exceeds the glass’s structural limit, often exacerbated by manufacturing defects like uneven wall thickness, poor annealing, or existing micro-cracks.

Why Is Hot Filling Risky for Glass Packaging?
Hot filling is a critical preservation method for many of our clients in the beverage and food sectors, especially those producing acidic juices, teas, and sauces. It effectively kills bacteria and extends shelf life without preservatives. However, as a glass manufacturer with over 20 years of experience at FuSenglass, I have seen how aggressive this process can be on the container itself. Glass is an amorphous solid; it does not transfer heat instantly. When 85°C (185°F) liquid hits a 20°C (68°F) bottle, the material undergoes a violent struggle.
The fundamental risk lies in the specific properties of hot fill packaging 1 for soda-lime glass. While it is incredibly chemically stable and impermeable—perfect for flavor preservation—it has a relatively high coefficient of thermal expansion in soda-lime glass 2 compared to borosilicate glass 3. When heat is applied suddenly, the glass tries to expand. If the heat distribution is uneven, or if the temperature jump ("Delta T") is too high, the resulting mechanical stress tears the glass structure apart.
In my years managing our 5 production lines, I have learned that "bursting" is rarely random. It is a calculated failure where the stress applied exceeded the bottle’s design or manufacturing limits. Understanding this interaction is the first step to zero-loss production.
The Mechanics of Stress
When hot liquid enters a bottle, the inner surface heats up and expands rapidly. The outer surface, however, remains cool for a few moments. This creates a state of compression on the inside and, crucially, tension on the outside. Glass is incredibly strong under compression but relatively weak under tension. If the tension on the outer wall exceeds the glass’s tensile strength, a crack initiates and propagates instantly.
Comparing Filling Stress Factors
| Filling Method | Typical Temp Range | Primary Stress Factor | Risk Level |
|---|---|---|---|
| Cold / Ambient Fill | 20°C – 25°C | Internal Pressure (Carbonation) | Low (Thermal) / High (Pressure) |
| Hot Fill | 82°C – 95°C | Thermal Shock ($\Delta T$) | High |
| Pasteurization | 60°C – 75°C (Slow Ramp) | Thermal Cycling (Heat & Cool) | Medium |
| Retort / Sterilization | > 115°C | Thermal Shock & Pressure | Very High |
Understanding these fundamental forces is crucial. However, the temperature difference is just the spark; the fuel for the explosion usually lies in specific variables we must control.
Let’s break down the specific mechanics of how temperature differences turn into physical breakage.
How Does Excessive Temperature Difference Create Thermal Shock?
Ignoring the safe limits of temperature differentials leads to immediate catastrophic failure on the line. Sudden heat transfer creates expansion forces that the rigid glass structure cannot accommodate.
Thermal shock occurs when the temperature difference ($\Delta T$) between the hot liquid and the glass surface exceeds 42°C (approx. 75°F) for standard soda-lime containers. This rapid heating causes the inner glass wall to expand while the outer wall remains static, creating fatal tensile stress.
The Physics of Delta T ($\Delta T$)
At FuSenglass, we constantly test our bottles for thermal shock resistance (TSR) 4. The industry standard for treated soda-lime glass usually allows for a $\Delta T$ of about 42°C. However, in a hot-fill scenario, you are often pouring liquid at 85°C or 90°C. If your warehouse is cold, say 10°C in the winter, your $\Delta T$ is 80°C. This is nearly double the safety limit.
When that hot liquid hits the bottom of the bottle, the glass at the interface expands instantly. Since glass is a poor conductor of heat, that thermal energy doesn’t travel to the outer wall immediately. You end up with a layer of glass trying to grow larger inside a "shell" that is trying to stay the same size. This creates massive hoop stress.
The Impact of Bottle Design on Thermal Tolerance
The shape and weight of the bottle play a massive role here. A heavy, thick bottle might seem stronger, but in thermal shock scenarios, thickness can be a disadvantage. A thicker wall means a greater temperature gradient between the inside and outside surfaces. A thinner bottle allows heat to transfer through the wall faster, equalizing the temperature and reducing stress.
However, we cannot simply make paper-thin bottles; they need to survive shipping. This is why we focus on uniformity. If one side of the bottle is thick and the other is thin, the expansion rates differ wildly across the same circumference, twisting the bottle until it snaps.
Safe Temperature Ranges
| Glass Type | Max Recommended $\Delta T$ | Typical Application |
|---|---|---|
| Standard Soda-Lime | 42°C (107°F) | Water, Spirits, Ambient Juice |
| Treated Soda-Lime | 50°C – 60°C | Quality Hot Fill Bev, Sauces |
| Borosilicate (Lab/Oven) | 160°C+ | Laboratory, Ovenware |
Even with perfect temperature management, if the bottle has structural weaknesses, it will fail regardless of the $\Delta T$.
Which Bottle Weak Points Fail Most Often in Hot-Fill Lines?
Identifying where your bottles are breaking can reveal the root cause of the failure. Patterned breakage suggests a specific structural defect rather than a general process error.
The most common failure points in hot-fill lines are the heel (base corner) due to baffle marks, the shoulder due to impact bruising, and the finish (neck) where complex geometry traps thermal stress. These areas concentrate tension, acting as initiation sites for cracks.
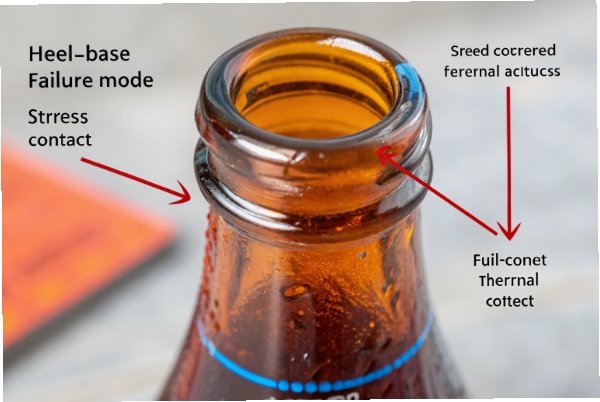
The Heel and Base: The High-Stress Zone
The heel—the curved area where the sidewall meets the base—is the most frequent victim of thermal shock. This is often because the glass tends to be thicker here, creating that dangerous thermal gradient I mentioned earlier. Furthermore, during the forming process in our molds, the "baffle mark" 5 (the bottom plate of the mold) leaves a seam. If this seam is too deep or creates a notch, it acts as a stress riser. When thermal tension builds, the glass doesn’t break randomly; it unzips from that notch.
The Shoulder and Sidewall
The shoulder of the bottle endures different stresses. On a filling line, bottles often bang against each other. This creates "bruising" or microscopic abrasions on the outer skin of the shoulder. Remember, the outer surface is under tension during hot filling. If you have a scratch on a surface that is being pulled apart by thermal forces, that scratch will open up into a full fracture. This is why handling equipment must be gentle before the filler.
The Finish (Neck)
We also see failures at the finish, specifically "crazing" or small checks. The neck has complex geometry to accept the cap. If the cooling process during manufacturing (annealing) wasn’t perfect, thermal stress can get "locked" into these thick bands of glass. When hot liquid splashes the neck, or when the hot cap is applied, that residual stress releases explosively.
Failure Analysis Matrix
| Location | Typical Cause | Appearance of Crack |
|---|---|---|
| Heel / Base | Thermal Shock + Baffle Mark | Horizontal crack near the bottom, often separating the base completely. |
| Sidewall | Impact / Bruising | Vertical split originating from a visible scuff mark. |
| Shoulder | Uneven Wall Thickness | Irregular, wavy crack following the thin/thick transition. |
| Finish (Neck) | Thermal Shock + Capping Stress | Vertical cracks in the threads or horizontal checks under the ring. |
Knowing where they break is useful, but knowing how they were made tells us why they break.
What Production Factors Increase Hot-Fill Burst Risk?
Not all glass is created equal. Even if two bottles look identical, invisible manufacturing variances can make one a tank and the other a ticking time bomb.
Production factors such as uneven wall distribution (poor glass distribution), residual stress from improper annealing, and microscopic checks (cracks) introduced during molding significantly increase the risk of bursting. These defects lower the glass’s overall threshold for thermal tolerance.

The Critical Role of Annealing
At FuSenglass, the annealing lehr 6 is the heart of our quality control. When a bottle is blown, it cools rapidly on the outside while the inside stays hot. If left alone, this locks in permanent stress. The annealing lehr reheats the bottle to about 550°C and then cools it down very slowly.
If this process is rushed to increase output—a common tactic in lower-quality factories—the bottle arrives at your facility with high residual stress. It is essentially "pre-loaded" with tension. Adding the thermal shock of hot filling to a bottle that is already stressed is a recipe for disaster. We use polariscopes for residual stress inspection 7 to check for this "temper" before shipping, ensuring the glass is "dead" (neutral) and ready for your process.
Wall Thickness Distribution
As I touched on earlier, uniformity is key. In the blow-molding process, if the "gob" of molten glass isn’t perfectly centered, you get a bottle with one thin wall and one thick wall.
- Thin side: Heats up instantly.
- Thick side: Stays cold.
This creates a mechanical fight between the two sides of the bottle. The thin side expands, pulling on the thick side, leading to a vertical zipper crack. We utilize advanced IS (Individual Section) machine timing to ensure the gob distribution is perfectly symmetrical.
Micro-Cracks and Checks
"Checks" are microscopic splits in the glass that are barely visible to the naked eye. They often happen if the bottle is removed from the mold too quickly or if the mold equipment is cold. A check is a pre-existing failure. It doesn’t need much force to grow. During hot filling, the thermal energy seeks out these checks and forces them open.
Production Defect Impact Table
| Defect | Description | Effect on Hot Fill |
|---|---|---|
| Bad Annealing | Locked-in internal tension | Reduces allowable $\Delta T$ significantly. Bottle may explode spontaneously. |
| Thin/Thick Wall | Uneven glass distribution | Creates differential expansion. Warping and cracking. |
| Checks | Micro-cracks | Acts as a stress concentration point. Immediate failure. |
| Stones | Unmelted silica in glass | The stone expands differently than glass, popping out under heat. |
So, you have good glass, but you still need to fill it hot. How do you manage the line to prevent breakage?
What Process Controls Effectively Prevent Hot-Fill Bottle Breakage?
Even with the highest quality glass, you cannot ignore physics. You must bridge the gap between the cold bottle and the hot liquid through precise process engineering.
Effective prevention relies on reducing the $\Delta T$ via pre-warming tunnels, controlling the filling ramp rate to avoid sudden shocks, optimizing capping torque to prevent neck stress, and managing the cooling curve to bring temperatures down gently. These controls buffer the glass against extreme thermal shifts.
The Pre-Warming Tunnel
This is the single most effective intervention. You cannot change the temperature of your liquid (it needs to be hot for sterility), so you must change the temperature of the bottle.
Passing bottles through a steam or hot air tunnel to raise their temperature to 50°C-60°C before filling reduces the $\Delta T$ drastically.
- Scenario A: 90°C Liquid – 20°C Bottle = $\Delta T$ 70°C (DANGER).
- Scenario B: 90°C Liquid – 60°C Pre-warmed Bottle = $\Delta T$ 30°C (SAFE).
Filling Speed and Ramp Rate
Turbulence matters. If you blast hot liquid into the bottle at high pressure, it hits the base with force, combining mechanical impact with thermal shock. Using a filling nozzle that directs flow down the sidewalls (laminar flow) rather than splashing the bottom allows for a slightly more gradual heat transfer. It buys the glass milliseconds to adjust, which can make the difference between survival and failure.
The Cooling Tunnel
After filling and capping, you cannot just dump the bottles into a cardboard box. The heat inside will continue to cook the product and stress the glass. However, spraying them with ice water immediately creates "reverse thermal shock"—the outside contracts while the inside is hot, causing the bottle to implode.
A proper tunnel pasteurization vs. hot filling 8 approach uses zones:
- Zone 1: Warm water (60°C).
- Zone 2: Tepid water (40°C).
- Zone 3: Cool water (25°C).
This "stair-step" cooling prevents the $\Delta T$ from ever exceeding safety limits in the reverse direction.
Process Control Checklist
| Control Point | Action | Goal |
|---|---|---|
| Pre-Rinse | Use hot water/steam | Clean debris AND pre-heat glass. |
| Conveyors | Inspect guide rails | Eliminate impact points that bruise glass skin. |
| Filler | Adjust nozzle flow | Reduce impact force on the base. |
| Capper | Monitor torque | Prevent "hoop stress" on the hot, expanded neck. |
| Cooling | Multi-stage tunnel | Step-down temp to prevent reverse shock. |
Conclusion
Preventing hot-fill breakage requires high-quality, uniform glass and strict control of the temperature differential ($\Delta T$). By pre-warming bottles and using verified suppliers like FuSenglass, you can eliminate waste and ensure production efficiency.
Footnotes
-
Hot fill packaging overview with typical fill temperatures (82–95°C) used across food and beverage. ↩︎ ↩
-
Background on soda-lime glass properties, including thermal expansion behavior tied to cracking risk. ↩︎ ↩
-
Quick comparison of soda-lime vs borosilicate thermal expansion and why borosilicate tolerates shocks better. ↩︎ ↩
-
Explains container-glass thermal shock and the commonly cited 42°C differential used in practice. ↩︎ ↩
-
Defines baffle marks on bottle bottoms and how they compromise heat-treatment and pressure resistance. ↩︎ ↩
-
Technical lecture on annealing/lehr temperature profiles and why cooling rates drive residual stress. ↩︎ ↩
-
Details how polariscopes reveal residual stress patterns used for quality inspection in glass production. ↩︎ ↩
-
Practical overview comparing hot fill and tunnel pasteurization, including process implications for packaging. ↩︎ ↩






