The seal on a glass bottle is not a static lock; it is a dynamic relationship between three materials—glass, metal/plastic, and rubber—that are all moving at different speeds when heated. Ignoring the physics of thermal expansion is the primary cause of "leakers" in hot-fill and pasteurization lines 1.
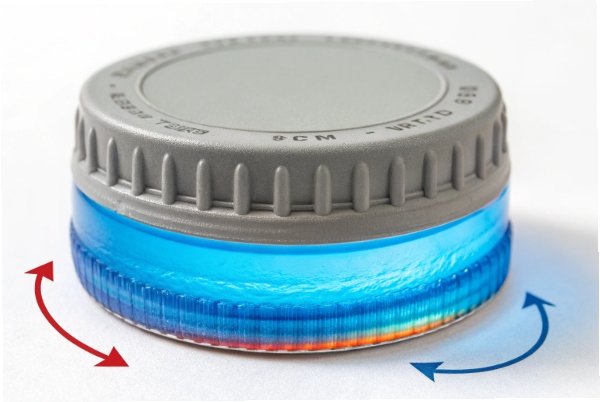
Yes, thermal expansion critically affects sealing performance. The coefficient of thermal expansion (CTE) mismatch between the glass finish (low expansion) and the closure (high expansion) causes the cap to loosen or overtighten during temperature shifts. This movement, combined with liner softening, leads to "Torque Back-Off" and potential vacuum loss.

The Physics of the "Moving Target"
At FuSenglass, we often illustrate this to engineers:
-
Glass CTE: ~9.0 x 10⁻⁶ /°C (Expands very little).
-
Aluminum CTE: ~23 x 10⁻⁶ /°C (Expands 2.5x more than glass).
-
Polypropylene (PP) CTE: ~70-100 x 10⁻⁶ /°C (Expands 10x more than glass).
When you run a hot-fill line at 90°C:
-
Heating: The plastic cap expands significantly away from the glass finish. The threads disengage slightly. The liner becomes soft.
-
Sealing: You apply torque. The soft liner compresses easily.
-
Cooling: The plastic cap shrinks rapidly, "grabbing" the glass neck. However, because the liner has "taken a set" (permanently flattened) while hot, the tension in the threads is lost. The cap might physically be smaller, but the downward force on the seal is gone.
How do temperature changes alter the glass finish size, cap dimensions, and liner compression?
The seal integrity is a casualty of the war between expansion and relaxation.
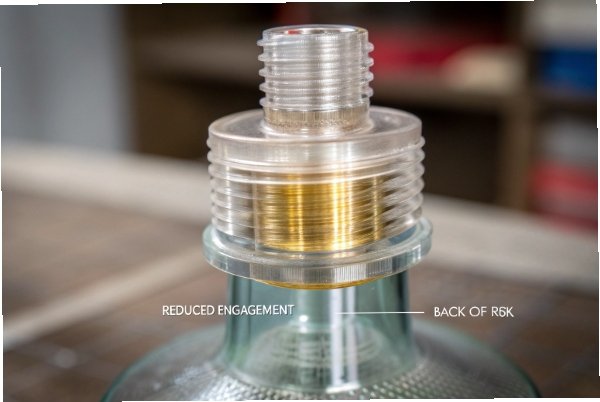
As the bottle heats, the glass finish diameter increases slightly, but the cap diameter increases drastically. This reduces the thread engagement overlap. Simultaneously, the heat reduces the liner’s viscosity, allowing it to flow (creep) away from the sealing land. Upon cooling, the cap contracts, but the liner does not rebound, leaving a gap.
1. Dimensional Shift (The "Loose Fit")
-
Hot-Fill (90°C): A 38mm plastic cap might grow by ~0.3mm in diameter. The glass neck only grows by ~0.03mm.
-
Risk: This gap allows the cap to "jump threads" or simply sit loosely if not torqued down further.
2. Liner Compression (The "Sponge Effect")
-
Cold Liner: Resists compression. Acts like a spring.
-
Hot Liner: Acts like putty. Under torque load, it flows into the micro-cracks of the glass. This is good for sealing initially, but bad for retaining that pressure.
-
The Trap: When the system cools, the liner stays like putty (it doesn’t spring back). The cap shrinks, but without the spring-back of the liner, the vertical pressure (which holds the vacuum) drops to zero.
Which closure systems are most sensitive to thermal expansion during hot-fill?
The complexity of the closure dictates its vulnerability. Simple systems often fare better than complex ones.
Plastic Screw Caps (Continuous Thread) are the most sensitive due to the massive CTE mismatch. Pump/Sprayers are also high-risk due to internal components swelling. ROPP (Roll-On Pilfer Proof) and Metal Lug Caps are the most stable, as they are formed onto the bottle or rely on vacuum rather than thread tension.

1. Plastic Screw Caps (High Sensitivity)
-
Material: Polypropylene (PP) or HDPE.
-
Issue: The "Plastic Memory" combined with expansion means they loosen significantly after cooling (Back-Off).
-
Mitigation: Requires high-heat liners 2 (TPE) and thread profiles designed with "friction locks."
2. Pump & Trigger Sprayers (High Sensitivity)
-
Material: Complex assembly of PP, PE, Springs, and Gaskets.
-
Issue: The dip tube and housing expand. If the gasket swells, it can crack the plastic housing. If the housing expands, it breaks the seal with the bottle.
-
Result: Leaking from under the collar during cool-down.
3. Metal Lug / Twist-Off (Low Sensitivity)
-
Material: Steel.
-
Mechanism: The lugs engage the glass ramp.
-
Why it works: The metal expands less than plastic. More importantly, the seal is maintained by the Vacuum pulling the lid down, not just the thread friction. The heat actually helps the Plastisol liner 3 mold to the glass.
4. ROPP (Aluminum) (Lowest Sensitivity)
-
Mechanism: The ROPP 4 (Roll-On Pilfer Proof) aluminum skirt is rolled onto the glass threads while the bottle is hot/filled.
-
Why it works: It forms a custom fit at the process temperature. Aluminum’s expansion is closer to glass than plastic is.
| Closure System | Thermal Sensitivity | Primary Failure Mode | Recommended Action |
|---|---|---|---|
| Plastic Screw Cap | High | Torque Back-Off | Increase Application Torque; Heat-Stable Liner. |
| Pump / Sprayer | High | Housing Crack / Gasket Swell | Test "Hot Actuation"; Venting check. |
| Metal Lug | Low | Vacuum Loss | Monitor Pull-Up; Ensure Headspace. |
| ROPP | Low | Spinner (Loose cap) | Verify Top Load pressure. |
What torque and vacuum targets should be set to prevent leaks after cooling?
You must over-compensate during application to land in the safe zone after thermal relaxation.
Set "Application Torque" 20-30% higher than standard cold-fill targets to account for back-off. Target a vacuum of >10 inHg (inches of Mercury) post-cooling; this internal negative pressure acts as a secondary "chemical lock" that holds the cap down even if the mechanical torque relaxes.

1. Torque Targets (The "Buffer")
-
Concept: You lose ~50% of torque to heat.
-
Calculation: If you need 10 in-lbs to open the bottle (Removal Torque 5), you must apply ~20-25 in-lbs at the capper.
-
Safety Limit: Do not exceed the "Strip Torque" of the cap (usually ~30-35 in-lbs for 38mm).
2. Vacuum Targets (The "Safety Net")
-
Concept: When the mechanical screw loosens, the vacuum sucks the cap tight.
-
Target: A minimum of 10 inHg (250 mmHg) vacuum after cooling to room temp.
-
Control: Ensure sufficient Headspace 6 (air gap) of at least 6-8% of the bottle volume. If headspace is too small, liquid expansion will push the cap off; if too large, vacuum might be weak.
What validation tests best prove seal integrity under thermal expansion?
Static testing is useless. You must cycle the bottle through the temperature extremes to trigger the expansion/contraction failure modes.
The "Thermal Cycle Test" (Hot-Fill -> Cold Bath -> Ambient) followed by a "Secure Seal Vacuum Test" is the industry standard. Additionally, use "Torque Retention Analysis" (Immediate vs. 24hr) to quantify the exact back-off percentage.

1. Hot-Fill Simulation & Shock
-
Protocol:
-
Fill with water at 95°C. Cap immediately.
-
Invert bottle (simulates sterilizing the cap).
-
Immerse in 25°C water bath (Thermal Shock 7).
-
-
Check: Look for immediate leaks or "breathing" (bubbles).
-
Why: The shock forces the cap to shrink instantly while the liner is still hot/soft. This is the moment of failure.
2. Secure Seal (Bubble Test)
-
Protocol: Place cycled bottles in a vacuum chamber.
-
Standard: ASTM D3078 8.
-
Pass: No bubbles at 10 inHg vacuum for 1 minute.
3. Torque Decay Study
-
Protocol: Measure removal torque on 30 bottles immediately after capping (Hot) and 30 bottles after 24 hours (Cold).
-
Analysis: Calculate the "% Decay."
-
Formula:
(Hot Torque - Cold Torque) / Hot Torque -
Limit: If decay > 60%, change the liner material or cap design 9.
-
| Validation Test | Simulation Goal | Pass Criteria |
|---|---|---|
| Thermal Shock | Cap Shrinkage Stress | No Leaks / No Cracks |
| Torque Decay | Seal Relaxation | Decay < 50% (Removal > 8 in-lbs) |
| Secure Seal | Hermeticity 10 | No Bubbles @ 10 inHg |
| Top Load Vent | Pressure Release | No bursting at pasteurization temp |
Conclusion
Thermal expansion is the invisible enemy of the screw cap. To defeat it, you must:
-
Acknowledge that plastic caps grow 10x more than glass.
-
Over-torque slightly to compensate for the inevitable relaxation.
-
Rely on Vacuum (via proper headspace) as your primary seal security mechanism.
-
Validate with thermal shock testing, not just static leak tests.
Footnotes
-
Guide to Hot-Fill Processing: Learn the essential requirements for maintaining product safety and seal integrity during industrial hot-fill operations. ↩ ↩
-
Thermoplastic Elastomer Properties: Detailed scientific overview of TPE materials used for heat-stable gaskets and high-performance liners. ↩ ↩
-
Plastisol Liner Safety: Information regarding the composition and safety standards of Plastisol gaskets in food-grade glass packaging. ↩ ↩
-
ROPP Closure Technical Data: Specifications for Roll-On Pilfer Proof aluminum closures designed for superior seal integrity in harsh conditions. ↩ ↩
-
Understanding Removal Torque: A technical guide on measuring the force required to open a closure for quality control. ↩ ↩
-
Importance of Headspace: Academic resource explaining how proper air gap management prevents seal failure during thermal processing. ↩ ↩
-
Glass Thermal Shock Resistance: Engineering guide on how glass materials react to rapid and extreme temperature changes. ↩ ↩
-
ASTM D3078 Leak Testing: The official standard for determining leaks in flexible packaging by bubble emission in vacuum chambers. ↩ ↩
-
Optimizing Cap Torque Design: Industry best practices for designing closures that resist torque decay and maintain vacuum seals. ↩ ↩
-
Definition of Hermeticity: Scientific explanation of gas-tight sealing and its importance in preventing contamination in commercial packaging. ↩ ↩






