The "frosted" look is timeless, but the method used to achieve it dictates whether your bottle is a robust vessel or a fragile shell waiting to crack.
"Acid Etching" offers the highest heat resistance and structural integrity, as it chemically modifies the glass surface without creating deep stress fractures. Conversely, "Sandblasting" significantly weakens the bottle, making it highly prone to thermal shock failure, while "Spray Frosting" is limited by the temperature resistance of the organic coating used.

The Three Faces of Frosting
At FuSenglass, we guide clients away from aesthetics-only decisions when thermal processing is involved.
-
Acid Etching 1 (The Gold Standard): The bottle is dipped in Hydrofluoric Acid-based salts. It dissolves the surface silica 2, leaving a smooth, microscopic "peak-and-valley" texture. It is permanent, inorganic, and chemically part of the glass.
-
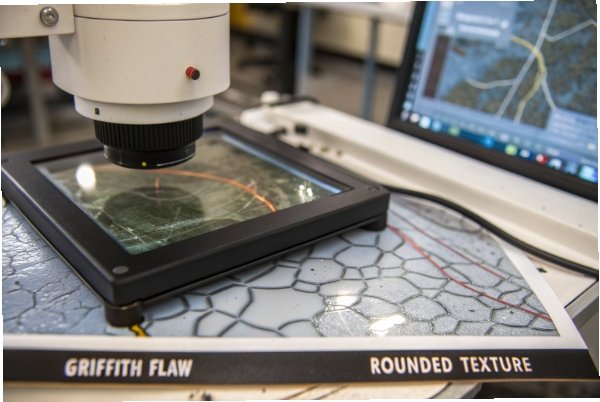
Sandblasting 3 (The Structural Hazard): High-velocity sand hits the glass. It chips away material. This creates thousands of jagged micro-cracks (Griffith Flaws 4) that act as stress concentrators.
-
Spray Frosting 5 (The Imitation): A translucent organic lacquer (Epoxy or PU) is sprayed on. It is a plastic skin.
Which frosting method performs best under hot-fill, pasteurization, or sterilization?
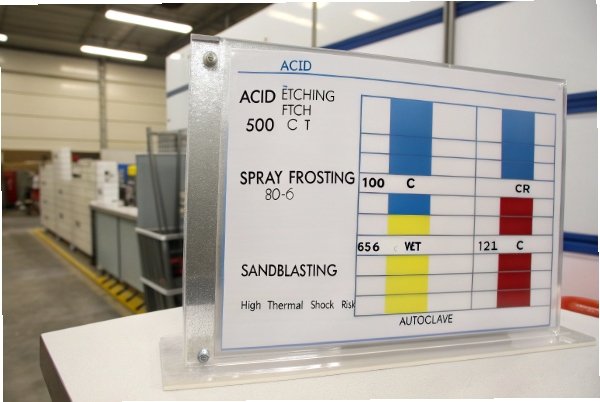
Acid Etching is the only method suitable for all thermal conditions, including autoclaving (121°C). Sandblasting should be strictly avoided for any thermal cycling. Spray Frosting is acceptable for Hot-Fill (up to 85°C) if a thermoset resin is used, but it will fail in steam sterilization.
1. Acid Etching: The Thermal Champion
- Heat Limit: Same as the base glass (>500°C).
- Behavior: Because there is no coating to peel and no deep fissures to propagate cracks, an acid-etched bottle behaves almost exactly like a clear bottle in hot-fill or pasteurization lines.
- Best For: Premium Vodka, Returnable Bottles, autoclaving 6 products.
2. Spray Frosting (Organic): The "Soft" Option
- Heat Limit: ~80°C – 100°C (depending on resin).
- Risk: Like other organic coatings, it can whiten (blush) in hot water or peel if the bottle expands rapidly.
- Best For: Cosmetics, ambient beverages, single-use hot-fill (tea) using a thermoset resin [^7].
3. Sandblasting: The "Do Not Use" Option
- Heat Limit: The material is glass, so it doesn’t melt, BUT…
- Risk: The mechanical damage reduces the bottle’s thermal shock resistance 7 by 40-60%. A sandblasted bottle that is hot-filled often explodes.
- Best For: Decorative vases, room temperature spirits (limited handling).
| Method | Hot-Fill (85°C) | Pasteurization (65°C Wet) | Autoclave (121°C) | Thermal Shock Risk |
|---|---|---|---|---|
| Acid Etching | Excellent | Excellent | Excellent | Low (Safe) |
| Spray Frosting | Good | Fair (Check Blushing) | Fail (Peeling) | Low (Coating flexes) |
| Sandblasting | High Risk | Moderate Risk | High Risk | Critical (Weakens Glass) |
Can a frosted surface increase thermal-shock cracking risk by changing surface strength around the shoulder and finish?
Yes. Sandblasting creates "Griffith Flaws"—microscopic crack initiation sites—drastically lowering the glass’s tensile strength. Under thermal stress (expansion), these flaws propagate into full fractures, especially at high-stress zones like the shoulder and heel.
The Mechanics of Failure
Glass fails in tension. Thermal shock puts the outer surface in tension (during cooling) or the inner surface in tension (during heating).
- Clear Glass: Smooth surface. Stress finds no easy starting point.
- Acid Etched: Micro-texture is rounded and smooth. Stress flows over it.
- Sandblasted: Surface is full of sharp V-shaped notches. Stress concentrates at the tip of the "V" because of low tensile strength 8.
- Result: A ΔT of 40°C might break a sandblasted bottle, whereas a clear bottle survives ΔT 50°C.
Protected Zones
To mitigate this, we often use "Masking" during the frosting process.
- The Finish (Neck): We always mask the sealing surface (finish). Frosting here prevents a good seal and causes cap leakage under heat pressure.
- The Heel/Base: In sandblasting, we try to avoid the heel (the highest stress point for thermal shock), but this ruins the aesthetic. This is why we simply recommend Acid Etching instead.
For Acid Etching, maintain the fluoride bath concentration to ensure a smooth "satin" etch rather than a rough "pitted" etch. For Spray Frosting, ensure Pyrosil pretreatment and full thermal curing to prevent water blushing.

1. Acid Etching Controls
- Etching Time: Too long = The acid eats too deep, creating pits that weaken the glass.
- Washing: Thorough post-etch washing is critical. Residual fluoride salts will turn into white, permanent stains when the bottle is heated in a pasteurization tunnel.
2. Spray Frosting Controls
- Film Thickness: Keep it thin (10-15 microns). Thick coatings trap solvent. When hot-filled, the trapped solvent tries to escape, causing bubbles.
- Cure: Must be fully cross-linked. An under-cured frosted spray will absorb water during pasteurization and turn from "translucent white" to "opaque chalky white" (reversible or irreversible blushing).
3. Sandblasting Controls (If you must use it)
- Grit Size: Use fine grit (Aluminum Oxide 220 mesh). Coarse grit (80 mesh) cuts too deep.
- Fire Polishing: After sandblasting, passing the bottle through a flame can "heal" some of the micro-cracks, restoring some strength, but it changes the look (makes it glossy).
What thermal-cycling, adhesion, and abrasion tests should be required to qualify frosted glass bottles?
Perform ASTM C149 (Thermal Shock) to verify structural strength (critical for sand/acid). For Spray Frosting, perform the "Cross-Hatch Adhesion" test after "Water Immersion" (60°C for 1 hour) to check for coating failure.

1. ASTM C149 9 (Thermal Shock)
- Protocol: Heat bottle -> Cold Plunge.
- Target:
- Acid Etched: Must pass ΔT 42°C (Standard).
- Sandblasted: Often fails at ΔT 30-35°C. You must lower your filling line ΔT requirements if using sandblasted glass.
2. Acetone/Alcohol Rub (Spray Frost Only)
- Protocol: 50 rubs with solvent.
- Pass: No glossing up or removal of the matte finish. Confirms cure.
3. Water Immersion (Spray Frost Only)
- Protocol: 65°C water for 30 minutes.
- Check: Look for "Water Whitening." The bottle should remain translucent. If it turns solid white, the resin is absorbing water.
4. Coefficient of Friction (Line Flow)
- Issue: Frosted bottles are rough. They don’t slide well on conveyors. They jam and topple.
- Test: Tilt Table Test.
- Fix: Apply a "Cold End Coating" (Polyethylene) over the acid etch to restore lubricity (slip) for the filling line.
| Test Method | Target Defect | Pass Criteria | Applicable Method |
|---|---|---|---|
| ASTM C149 | Glass Fracture | 100% Pass @ ΔT 42°C | All (Critical for Sandblast) |
| Water Immersion | Blushing / Peeling | No visual change | Spray Frost |
| Cross-Hatch | Adhesion Loss | Class 5B (0% Loss) | Spray Frost |
| Slip Angle | Line Jamming | < 20 degrees | Acid Etch / Sandblast |
Conclusion
For heat resistance, Acid Etching is the superior choice, acting like a second skin of the glass itself. Spray Frosting is a viable, cheaper alternative for moderate temperatures if cured properly. Sandblasting is a structural liability in any thermal application and should be avoided for hot-fill or pasteurized products.
Footnotes
-
Scientific explanation of thermoset resins and their inherent thermal stability compared to thermoplastic alternatives. ↩
-
Detailed overview of silica as the primary inorganic component in glass manufacturing and its chemical properties. ↩
-
Technical guide on the mechanical sandblasting process used for texturing non-conductive surfaces like glass. ↩
-
Understanding Griffith flaws and how microscopic surface damage initiates mechanical failure in brittle materials. ↩
-
Industry report on the various decorative spray coatings used to achieve frosted and matte glass aesthetics. ↩
-
Official health guidelines regarding steam sterilization and autoclave procedures for glass containers. ↩
-
Engineering reference for calculating the thermal shock resistance of materials under rapid temperature changes. ↩
-
Physical properties of materials detailing their resistance to failure under longitudinal stress and tension. ↩
-
The international standard test method for determining the thermal shock resistance of glass containers. ↩






