When checks show up after labeling, or bottles crack in a pasteurizer, the lehr gets blamed first. But the recipe often set the trap.
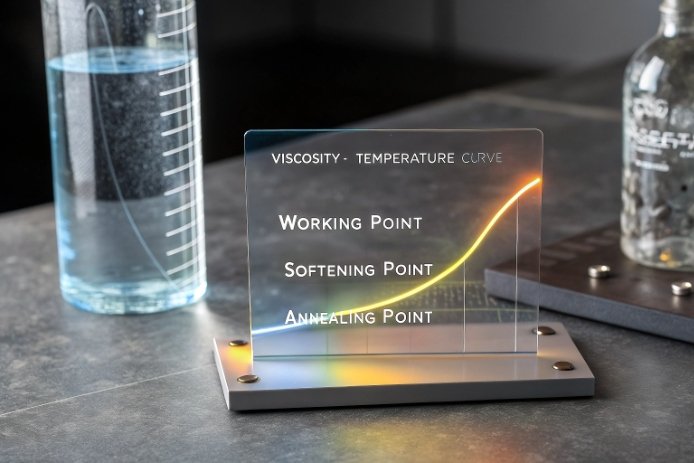
Annealing temperature is not a fixed plant habit. It follows the viscosity curve, and the viscosity curve follows the oxide recipe and redox control.

Why composition decides the lehr “sweet spot”
Annealing is stress management. The lehr 1 has one job: let the glass relax internal stress while the bottle cools, then lock the shape before it reaches the cold end. The “right” lehr setpoint is the temperature range where viscosity is high enough to hold shape, but low enough to let stress relax on production time scales.
The key link is simple: annealing point and strain point are viscosity points.
-
At the annealing point, stress can relax in minutes.
-
At the strain point, stress relaxation becomes so slow that the stress is basically frozen in.
So when composition shifts the viscosity–temperature curve 2 up or down, the annealing and strain points shift too. If the lehr setpoints stay the same, the bottle either stays too stiff to relax (high residual stress), or it stays too soft too long (shape drift and base distortion in thick ware).
What the plant feels when the curve moves
A small recipe change can create a big process change:
-
If the curve moves down, the same lehr peak temperature can become “too hot.” The bottle relaxes stress quickly, but it can also warp, and checks can appear because cooling schedules are now too aggressive below the strain point.
-
If the curve moves up, the same lehr peak temperature can become “too cold.” The bottle looks fine, but stress stays inside and shows up later as spontaneous cracks.
The practical control model I use
I treat annealing as a two-zone plan:
1) Soak near the annealing point long enough to equalize thick and thin zones.
2) Cool slowly through the strain range, where thermal gradients turn into stress.
Both steps depend on CTE and thickness. Composition drives both CTE and viscosity points, so chemistry is part of the lehr recipe even when the lehr hardware never changes.
| Lever | What it shifts | What it changes in the lehr | Typical risk if ignored |
|---|---|---|---|
| Viscosity curve position | Annealing/strain points | Peak and soak temperature | Residual stress or warp |
| Viscosity curve slope | Sensitivity to drift | Stability of stress outcomes | Scrap spikes with small drift |
| CTE | Thermal stress level | Cooling rate needed | Checks, base cracks |
| IR absorption (color/redox) | Heat-up/hold behavior | Air setpoints vs glass temperature | Uneven anneal by color |
Getting this right does not require a full redesign. It usually requires matching the lehr schedule to the glass family, then holding composition and redox inside a tight window.
A small story belongs here (to replace later): a “minor” increase in cullet and a small redox drift changed the annealing behavior enough that finish cracks doubled, even though the lehr controller never moved.
The next sections break down the oxide levers, redox and colorant effects, safe composition targets, and lehr tuning rules by CTE and thickness.
Which oxides (Na₂O/K₂O/Li₂O, CaO/MgO, Al₂O₃, B₂O₃) shift the viscosity curve and raise or lower the annealing and strain points?
If the goal is lower residual stress, the first step is to understand which oxides push annealing and strain points up or down.
Alkalis usually lower annealing and strain points. Al₂O₃ usually raises them. CaO/MgO tune both viscosity and crystallization risk. B₂O₃ can widen working behavior, but it must be controlled to avoid side effects.
Alkalis: Na₂O vs K₂O vs Li₂O
Alkali oxides break up the silica network. That lowers viscosity at a given temperature. When viscosity is lower, the glass can relax stress at a lower temperature, so annealing and strain points tend to drop.
-
Na₂O is the standard choice because it gives a stable melt and a wide forming window. More Na₂O usually lowers viscosity points, which can reduce the needed lehr peak temperature. But it can also raise CTE, so thermal stress during cool-down can increase.
-
K₂O behaves like a modifier too. It can shift the curve and often raises CTE more than a comparable Na₂O change. That can force a slower cool through the strain range, even if annealing point is lower.
-
Li₂O is strong per mole. Small changes can shift viscosity behavior. It can help in special families, but in normal container systems it can tighten the stability window and change devitrification 3 behavior. That makes lehr tuning more sensitive.
Al₂O₃: raises viscosity points, improves stress resistance, but costs energy
Al₂O₃ strengthens the network. That usually raises viscosity at a given temperature, so annealing and strain points rise. This can improve shape stability and reduce creep at warm handling. It can also improve chemical durability. But it often needs higher melting and refining effort, and it can increase crystallization risk if the liquidus margin becomes small.
CaO/MgO: modifiers that decide whether the glass stays stable
CaO and MgO both stabilize soda-lime glass, but they do not act the same:
-
CaO often supports durability and stability. It can raise viscosity in some ranges and can help keep the glass “container-friendly.”
-
MgO can tighten the structure and can shift viscosity points and CTE in useful ways. But high MgO in the wrong base recipe can raise liquidus 4 and increase devitrification risk, which shows up as stones and cords.
B₂O₃: can help stress and CTE, but it changes the whole control plan
B₂O₃ can lower CTE and change viscosity behavior. In some systems it helps thermal shock and stress control. But it can also change volatility, redox response, and durability. In container practice, it should be treated as a deliberate design choice with full QA support, not a quick fix.
| Oxide change | Viscosity curve shift | Annealing/strain point trend | What to adjust in the lehr |
|---|---|---|---|
| Na₂O ↑ | Down | Lower | Peak temp may drop, but cool may need to slow if CTE rises |
| K₂O ↑ | Down + slope change | Often lower | Watch CTE and thickness gradients, verify stress pattern |
| Li₂O ↑ | Strong shift | Often lower | Tighten control, watch devit risk and stress sensitivity |
| Al₂O₃ ↑ | Up | Higher | Peak/soak may need to rise, avoid under-anneal |
| MgO ↑ (vs CaO) | Mixed | Mixed | Verify liquidus margin, confirm stress in base zones |
| B₂O₃ ↑ | Mixed | Mixed | Rebuild schedule using actual stress and temperature data |
The best result comes from balancing these levers. A lehr schedule is only stable when both viscosity points and CTE are stable.
How does colorant redox (Fe²⁺/Fe³⁺ balance, Se–S, Cr₂O₃) alter lehr setpoints and cooling schedules?
Two bottles can be the same shape and the same thickness, but they can anneal differently because they absorb heat differently.
Redox and colorants change IR absorption and heat transfer, so the same lehr air temperature can create different glass temperatures, different gradients, and different residual stress patterns.

The real issue is glass temperature, not lehr air temperature
Lehr controllers usually measure zone temperature, not the true temperature inside the glass. Colorants and redox change how the bottle absorbs radiation and how fast it exchanges heat. That means:
-
Darker glasses can heat up faster in a hot zone and cool differently in a cold zone.
-
Clear flint can stay cooler in the same zone because it absorbs less IR.
So a green or amber bottle can be “more annealed” than a flint bottle under the same lehr setpoints, or it can pick up larger gradients if the schedule is aggressive.
Fe²⁺/Fe³⁺ balance: small chemistry change, big thermal behavior change
Iron redox 5 affects both color tone and absorption:
-
A more reducing melt tends to push more Fe²⁺ behavior.
-
A more oxidizing melt tends to push more Fe³⁺ behavior.
Even when the weight % of iron stays the same, the redox balance can shift. That changes optical absorption and can move the effective annealing response. The lehr may need a small setpoint tweak, but the first fix is usually redox stability, not constant lehr chasing.
Se–S amber: redox-sensitive color that also changes fining and stress outcomes
Se–S systems depend on redox control. If the furnace drifts, color shifts, and bubble behavior can shift too. Those shifts can change surface quality and can increase micro-check risk during fast cool-down. For amber ware, a safer lehr plan often uses:
-
A longer equalization soak, because thick and thin zones absorb heat differently
-
A gentler cool through the strain range, because thermal gradients can become stress fast
Cr₂O₃ greens: strong absorber, often needs its own lehr “family”
Cr₂O₃ green glass can absorb strongly. It can respond faster to lehr zone changes. If a plant runs mixed colors, green ware may need separate recipes, or at least separate lehr profiles by product family. Without that, stress variation becomes normal and breakage becomes random.
| Color system | What changes most | What to check first | Typical lehr adjustment direction |
|---|---|---|---|
| Flint (low absorption) | Slow heat response | Bottle core temperature, stress in heel | Often needs slightly higher soak or longer time |
| Fe-based green | Faster heat response | Stress gradient in base, shoulder | Often needs gentler cool to avoid gradients |
| Se–S amber | Redox-driven variation | Redox KPI, color stability, seeds | Often needs stable soak and slower strain-zone cool |
| Cr₂O₃ green | Strong IR absorption | Stress pattern consistency | Often needs tighter zone control and verification by stress maps |
A simple operating rule helps: for each color family, define a “reference stress pattern” under a known schedule, then lock redox and colorant control before changing the lehr. That prevents weekly setpoint drift that hides real root causes.
What composition targets (higher SiO₂, Al₂O₃ ≥1–2%) improve stress relief without increasing devitrification risk?
Stress relief improves when viscosity points and CTE are in the right range, but devitrification risk grows when the liquidus margin shrinks. The goal is not “strongest glass.” The goal is “stable glass.”
A moderate increase in SiO₂ and keeping Al₂O₃ at or above 1–2% often improves network stability and stress performance, but CaO/MgO and total alkali must be balanced to protect liquidus margin and keep refining stable.

Why higher SiO₂ helps, and why it must be modest
More SiO₂ usually:
-
Raises viscosity points
-
Lowers CTE
-
Improves chemical durability
All three can reduce stress problems and checks. But too much SiO₂ raises melting temperature and can make refining 6 harder. If refining becomes weak, seeds and cords rise. Those defects can become crack starters, which cancels the stress benefit.
So the better approach is a small SiO₂ lift with a strong refining plan, not a large shift that forces operators to overheat the furnace.
Why Al₂O₃ ≥ 1–2% is a useful practical floor
In many container recipes, Al₂O₃ 7 in the 1–2% range:
-
Improves structure and durability
-
Raises the annealing/strain points 8 in a controlled way
-
Reduces warm creep and improves dimensional stability
But Al₂O₃ also can raise liquidus and can tighten the devit window if MgO and CaO are not balanced. That is why Al₂O₃ should be increased with a “devit checklist.”
A devit checklist that prevents expensive surprises
Devitrification risk is not only composition. It is also forehearth temperature stability, residence time, and local cold spots. Still, composition sets the baseline risk. To keep devit low while improving stress:
-
Avoid extreme MgO increases without liquidus verification
-
Keep CaO/MgO in a balanced range for the furnace design
-
Keep refining strong, because cords and stones get worse when the melt is not well mixed
-
Protect the difference between operating temperatures and the liquidus
Practical target logic I use in customer projects
| Target outcome | Composition direction | Why it helps stress | Devit risk control |
|---|---|---|---|
| Lower thermal stress | Slight SiO₂ ↑, alkali controlled | Lower CTE, better stability | Maintain melting power and mixing |
| Better stress relaxation | Al₂O₃ to ≥1–2% | Controlled viscosity point lift | Verify liquidus margin, avoid cold spots |
| Stable base performance | Balanced CaO/MgO | Stable structure and durability | Track stones and cords in heavy zones |
| Less schedule sensitivity | Avoid steep curve changes | More forgiving lehr window | Keep recipe changes small and tested |
A strong recipe is the one that stays stable with real cullet swings and real furnace drift. That is why the best target is not a single oxide number. It is a stable window for SiO₂, Al₂O₃, total alkali, and CaO/MgO that the plant can hold every day.
How should lehr recipes be tuned by CTE and thickness so different formulations minimize checks and residual stress?
A lehr schedule that works for a lightweight flint bottle can fail for a heavy-base green bottle, even if both are “soda-lime.” CTE and thickness decide how fast gradients become stress.
High CTE and thick sections need slower cooling through the strain range and longer equalization near the annealing point. Low CTE and thin walls can cool faster, but they still need controlled transitions to avoid surface checks.

Step 1: Classify the glass by CTE and absorption
I group bottles into lehr families:
-
Low-to-medium absorption (flint)
-
High absorption (green/amber)
Then I pair that with CTE 9 level from the formulation.
Absorption affects how the bottle heats and cools in each zone. CTE affects how much stress any gradient creates.
Step 2: Treat thickness as a time constant
Thickness controls how long the core stays hot. A heavy base is a different product, even if the sidewall is thin. Thick zones need:
-
Longer equalization time near the annealing point
-
A slower rate through the strain range
-
More attention to base-to-wall transitions, where stress concentrates
Step 3: Tune the schedule around “soak + controlled cool”
A simple lehr recipe that scales well:
1) Raise the ware to near the annealing region and hold long enough to equalize.
2) Cool slowly through the strain region.
3) After the ware is safely below the strain region, cool faster to the cold end.
The exact setpoints depend on the formulation’s viscosity points, but the shape of the schedule stays the same.
Step 4: Verify with stress maps, not only with breakage counts
Checks and breakage can be delayed. Polariscopic 10 stress inspection gives fast feedback. The best QA metrics for lehr tuning are:
-
Stress pattern consistency by bottle zone (finish, shoulder, heel, base)
-
Reject limits for high-stress outliers, not only average stress
-
Correlation with thickness variation and temperature variation
| Condition | What to change in the lehr | Why it works | What to verify |
|---|---|---|---|
| Higher CTE formulation | Slow cool through strain zone | Lower thermal stress buildup | Fewer heel/base checks |
| Lower CTE formulation | Can cool faster, but keep smooth transitions | Reduces cycle time without stress spikes | Stress map stays uniform |
| Thicker base | Increase equalization soak, slow strain-zone cool | Core and skin match temperature | Base birefringence drops |
| Thin lightweight | Avoid sharp cool steps, protect finish | Reduces surface checking | Finish stress and crack rate |
| Darker glass | Adjust air setpoints to hit same glass temperature | Absorption changes heat response | Core temperature and stress match |
A practical habit helps a lot: keep a “lehr passport” for each formulation family. It includes CTE, annealing/strain behavior, thickness range, and the stress map target. When a recipe changes, the passport tells which zone setpoints must be checked first.
This reduces trial time, cuts defect swings, and keeps forming stable because the lehr is no longer a mystery box. It becomes a controlled part of the formulation plan.
Conclusion
Annealing temperature follows viscosity points. Viscosity and CTE follow composition and redox. Match lehr soak and cooling rates to glass family and thickness to cut checks and residual stress.
Footnotes
-
Annealing lehr is a temperature-controlled kiln for annealing glass. ↩
-
Glass viscosity curve defines how glass flows at different temperatures. ↩
-
Devitrification is the unwanted crystallization of glass during cooling. ↩
-
Liquidus temperature is the highest temperature at which crystals can exist in equilibrium with the melt. ↩
-
Redox state influences the color and heat absorption of glass. ↩
-
Refining is the process of removing gas bubbles from molten glass. ↩
-
Aluminium oxide enhances the mechanical properties of glass. ↩
-
Strain point is the temperature below which permanent strain cannot be introduced. ↩
-
Polariscope is an optical instrument used to detect stress in glass. ↩






