
A spirits-bottle shipment can look fine on paper, then arrive with wrong finishes, scuffed decoration, and broken glass that stops your bottling line.
Importing safely means locking your bottle spec in the RFQ, choosing Incoterms that match your logistics control, planning tooling and MOQs into unit cost, and running strict inspections plus export packaging that survives ocean freight.

Most problems are not “factory problems.” They are “unclear spec” problems. When the spec is clear, factories quote the same target, inspectors know what to measure, and freight damage drops. The goal is simple: no guessing at any step.
What spirits-bottle specs should your RFQ include to avoid mismatched closures and rejects?
A bottle that “looks right” can still fail on the line because the finish is off by 0.3 mm, the base rocks, or the coating scuffs in cartons.
A strong RFQ includes a full finish drawing, weight and tolerance, dimensional gauges, decoration process and durability tests, defect limits, and packaging/pallet rules that inspectors can verify before loading.
Start from your closure and filling line
The finish is the highest-risk point. Spirits brands often use bar-top cork/synthetic stoppers, or screw caps with tamper-evidence. If the finish does not match the closure, you get leaks, crooked caps, or high reject rates.
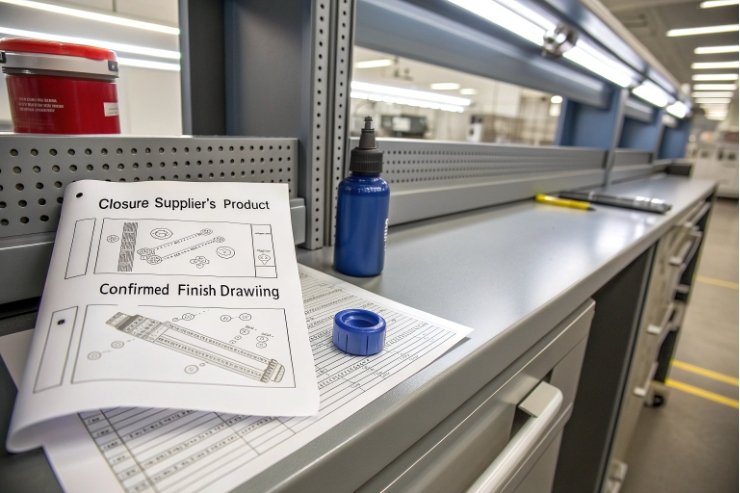
In my RFQs, the closure comes first. The closure supplier confirms the exact finish system and key dimensions. Then the bottle drawing is built around it. If a supplier cannot provide a finish drawing with tolerances, that is a warning sign.
Lock the finish with drawings and measurable dimensions
Do not accept “18.5mm cork finish” as a spec. That phrase can hide big differences. Ask for a PDF drawing that includes:
- Finish type (bar-top / cork / screw / ROPP / etc.)
- Sealing surface details
- Tamper-evident bead or support ring (if needed)
- Thread profile (if screw)
- Reference standard (if you use one) or a factory drawing number
- Tolerance for each critical dimension
Also ask the supplier to confirm the gauges they use (go/no-go, thread gauges, ring gauges). This prevents the common “cap fits on samples but not on mass production” problem.
Specify weight, glass distribution, and stability
Weight affects both cost and breakage. Heavy bases look premium, but they increase freight cost and can increase impact stress if cartons are weak. What matters is not only total weight, but glass distribution.
Include:
- Nominal weight (g) with tolerance (example: ±2% or a fixed gram tolerance)
- Base style (heavy base, push-up depth, punt depth)
- Verticality / axial deviation limits (so bottles do not wobble)
- Capacity and fill point (example: brimful capacity at 20°C, and fill height)
Require practical tests that match your risk
Spirits are not carbonated, but bottles still need strength for capping, stacking, and transport. I usually require:
- Internal stress / annealing check (polariscope method)
- Impact or mechanical shock test
- Vertical load / top load (stacking strength)
- Dimensional inspection for finish and height
- Coating abrasion or scuff resistance test (if you use a surface treatment)
- Adhesion test for decoration (if printed, coated, or labeled)
If you plan nitrogen dosing, hot filling, or aggressive solvents in decoration, add tests for those conditions. If you do not, keep it simple and focused.
Use defect language that inspectors can enforce
A good RFQ lists defect classes and clear limits. Examples:
- Critical: cracks, sharp glass, leaks, wrong finish, major deformation
- Major: chips at sealing surface, severe stones, heavy blisters, bad printing registration
- Minor: small bubbles, slight seam, light scuffs within an agreed area
Then tie defects to an AQL level for inspection so both sides know what “pass” means.
| RFQ item | What to write | Why it matters |
|---|---|---|
| Bottle ID | Name + drawing number + revision date | Prevents silent spec drift |
| Volume | Brimful + target fill volume + temperature | Avoids fill-height surprises |
| Glass color | Flint / extra flint / antique green / etc. | Color affects premium look and cost |
| Finish | Type + full drawing + tolerances + gauge method | Prevents closure mismatch |
| Weight | Nominal + tolerance + base style | Drives cost and damage risk |
| Decoration | Process + artwork files + color refs + test plan | Prevents scuffing and fading |
| QC standard | Defect list + AQL + inspection method | Makes QC enforceable |
| Packaging | Carton spec + dividers + pallet rules | Prevents ocean-freight breakage |
How do MOQs, tooling, and Incoterms change your landed cost?
Many buyers only compare the unit price. Then they get hit by mold fees, packing upgrades, port charges, and freight spikes for heavy glass.
MOQs and tooling decide your true unit cost, and Incoterms decide who pays which charges and who controls the risk points, so landed cost must be modeled before you place the deposit.
MOQs are not only about volume, they are about factory efficiency
Spirits bottles often run on dedicated molds and lines. The factory wants long, stable runs. That pushes MOQs up, especially for custom shapes, custom colors, and complex decoration.
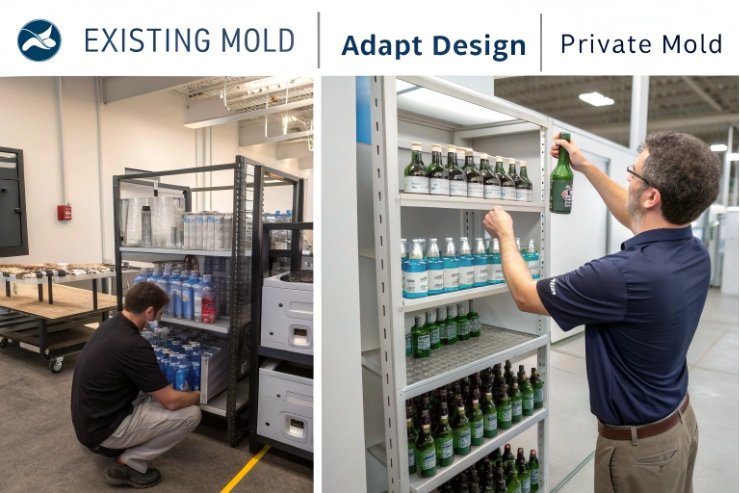
When the MOQ feels high, there are three common options:
- Use an existing mold (lowest tooling cost, fastest lead time)
- Adjust design to fit an existing finish and similar body
- Pay for a private mold and accept the MOQ as the price of uniqueness
A key point from real projects: a “cheap” bottle that forces frequent small runs can cost more than a slightly higher unit price with stable production.
Tooling: know what you are buying and who owns it
Tooling can include:
- Mold set (often multiple cavities)
- Accessories for embossing or special base features
- Decoration tooling (screens, hot-stamp plates, decals)
The RFQ should state:
- Tooling cost and what it includes
- Ownership (your private mold vs shared)
- Maintenance policy
- Storage term (how long the factory keeps it)
- Replacement policy after a certain number of runs
If you plan to reorder for years, mold ownership and clear drawings are risk control, not paperwork.
Incoterms decide cost transparency and control
The Incoterms® 2020 rules 1 do not change import duties, but they change who pays freight legs, who chooses carriers, and where risk transfers. For glass, that matters because damage often happens at handoffs.
In practice:
- EXW looks cheap but pushes local China pickup, export handling, and risk to the buyer.
- FOB is often a clean balance: the supplier handles export and delivery to the port, and the buyer controls ocean freight with a forwarder.
- CIF can be fine, but you may lose cost visibility and carrier choice.
- DAP/DDP can feel easy, but you pay for that ease and you must define what is included to avoid surprise invoices.
I prefer a model that makes every cost visible. Then it is easy to compare suppliers and forwarders, and easy to explain landed cost internally.
Landed cost model that stops “quote shock”
Build a spreadsheet before you commit:
- Ex-works bottle price
- Tooling amortized per bottle (tooling ÷ expected total bottles)
- Decoration adders
- Carton/divider cost upgrades
- China inland trucking + export charges (if not included)
- Ocean freight (FCL is common for glass)
- Insurance
- Duties and any extra tariffs
- Customs broker + port fees + domestic drayage
- Buffer for storage, demurrage, and rework
| Decision | What usually happens to cost | What usually happens to risk |
|---|---|---|
| Higher MOQ | Unit price drops | Inventory risk rises |
| Private mold | Upfront cost rises | Brand uniqueness and control rise |
| Heavier bottle | Freight rises fast | Breakage risk can rise if packing is weak |
| FOB vs EXW | Price looks higher than EXW | Fewer hidden China-side fees |
| CIF vs FOB | Price may look simpler | Less control over carrier and packing discipline |
| DDP | Highest “all-in” price | Lowest logistics work, but more dependency |
What certifications, compliance documents, and pre-shipment inspections actually matter?
Glass looks simple, so people skip documents. Then customs asks questions, or a coating fails, or pallets get rejected for wood rules.
Focus on food-contact suitability for coatings and inks, correct tariff classification and documents, ISPM 15 wood compliance, and AQL-based third-party inspections that verify finish dimensions, defects, and packaging before loading.

Certifications: separate “nice to have” from “must have”
Some certificates are helpful signals, but they do not replace real test data.
Common “nice to have”:
- ISO 9001 (quality system)
- ISO 14001 (environment)
- Social compliance reports (if your brand needs it)
Practical “must have” for spirits packaging:
- Material and coating declarations for food/alcohol contact use (especially if painted, printed, or coated)
- Heavy metal limits for decoration (lead/cadmium concerns)
- Clear artwork approval and color references
- Finished sample sign-off that matches mass production
If you sell in multiple markets, align the document pack early. The factory can provide reports, but the importer usually owns the compliance decision.
Customs documents that prevent delays and storage fees
For empty bottles, the basics usually include:
- Commercial invoice
- Packing list
- Bill of lading
- Certificate of origin (when needed by your broker or customer)
- Correct Harmonized Tariff Schedule heading 7010 for glass containers 2
Also check if extra tariffs or trade-remedy duties apply to China-origin glass bottles 3 and model them into landed cost. If you skip this, the “surprise” lands at entry, not at quoting time.
Pre-shipment inspection: make it measurable, not emotional
A good PSI has three parts:
1) Sampling plan (ISO 2859-1 acceptance sampling by attributes 4)
2) Clear defect rules and measurement methods
3) Packaging and pallet verification
In some markets, preshipment inspection expectations and definitions are framed by the WTO Agreement on Preshipment Inspection 5.
For spirits bottles, PSI should include:
- Finish dimensions checked with gauges or calipers
- Height, diameter, weight spot checks
- Visual defects under defined lighting
- Decoration checks (registration, color, scuffing)
- Carton strength, dividers, tape method
- Pallet pattern, corner protection, strapping, stretch wrap
- Container loading supervision if breakage history is high
I often add a rule: no loading until photos and a short report are approved. That one step prevents “we already loaded, sorry” problems.
ISPM 15 wood compliance is non-negotiable for many destinations
If you ship on wood pallets, the pallets usually must be treated and marked. If a shipment arrives with noncompliant wood packaging, it can be held, reworked, or refused. For glass, that delay is expensive because demurrage adds up fast—use ISPM 15-compliant wood packaging requirements 6 as a checklist item, not an afterthought.
| Item | Who provides it | When to check it |
|---|---|---|
| HS/HTS code proposal | Broker + importer | Before paying deposit |
| Invoice/packing list accuracy | Supplier | Before sailing |
| Food-contact/coating statement | Supplier + decorator | Before mass production |
| AQL PSI report | Third-party inspector | Before container loading |
| ISPM 15 pallet marks | Supplier + pallet vendor | Before loading + photos |
Which export packaging prevents breakage in ocean freight for heavy glass spirits bottles?
Ocean freight is long, humid, and full of shocks. A weak carton design turns a small bump into a chain reaction of broken glass.
Breakage drops when bottles are separated with strong dividers, cartons are double-wall with correct strength, pallets are strapped and protected at corners, and containers are braced to stop shifting and top-load crushing.
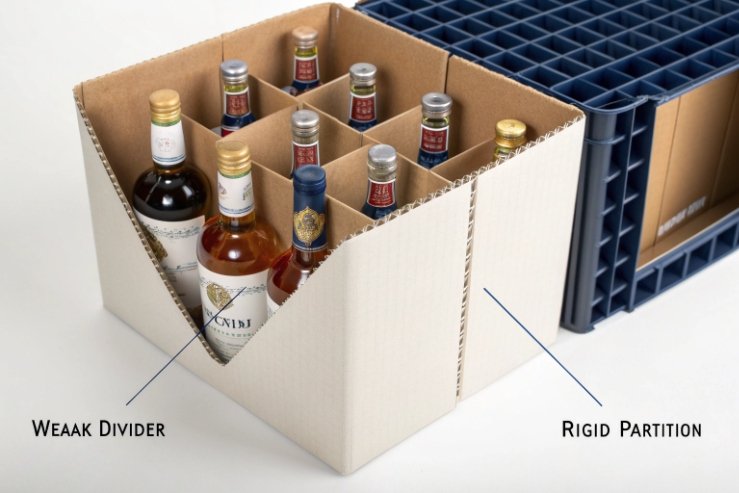
Start with separation, not cushioning
Glass breaks when bottles hit each other. So the first goal is separation:
- Strong cell dividers or partitions (not thin paper)
- Tray-and-sleeve systems for premium heavy bottles
- No “loose fill” that collapses under weight
If a divider can bend easily by hand, it will fail under ocean vibration.
Carton and pallet rules that work in real containers
For spirits bottles, cartons need to handle stacking loads. I usually specify:
- Double-wall corrugated cartons
- Full overlap or reinforced bottom when bottle weight is high
- Clear max bottles per carton (avoid overweight cartons that workers drop)
- Tape pattern and glue rules (simple but enforced)
Pallet rules that reduce damage:
- No carton overhang
- Corner boards on all four corners
- Two-way or four-way entry pallets that fit your warehouse
- Strapping plus stretch wrap (both, not one)
- Pallet height limit that matches container stability
Container loading discipline prevents silent losses
A container can look “full” and still be unsafe. For glass:
- Use anti-slip sheets between layers if needed
- Add dunnage or airbags to stop movement
- Keep weight balanced to reduce shifting
- Add moisture control (desiccants or container liners) if cartons are sensitive
If you want one authoritative reference for “how to brace and secure,” align your loading SOP to the IMO/ILO/UNECE CTU Code for packing cargo transport units 7.
Cargo insurance matters because even perfect packaging cannot control every port event. Insurance is cheap compared with a lost container of glass.
Ask for packaging drop or vibration validation when risk is high
If the bottle is very heavy, or decoration is fragile, ask for:
- A simple carton drop test plan
- A scuff-resistance check after simulated vibration
- Photos of palletizing and container bracing
This is also where dual-sourcing helps. When one factory has a packaging miss, the second source keeps production moving.
| Packaging element | Best practice | What it prevents |
|---|---|---|
| Dividers | Rigid partitions, full separation | Bottle-to-bottle impact |
| Cartons | Double-wall, reinforced bottom | Crushing and seam splits |
| Palletizing | No overhang, tight pattern | Edge damage and collapse |
| Protection | Corner boards + straps + wrap | Tipping and strap cuts |
| Container bracing | Dunnage/airbags + load plan | Shifting during voyage |
| Moisture control | Desiccants or liner | Carton softening and mold |
Conclusion
A clear RFQ, smart Incoterms, real inspections, and proven export packaging turn China bottle importing into a repeatable system, not a risky gamble.
Footnotes
-
Official Incoterms® overview to clarify cost, task, and risk handoffs in international shipments. ↩ ↩
-
U.S. HTS reference for glass containers (Chapter 70/7010) to prevent miscoding and surprise duties. ↩ ↩
-
Example of trade-remedy duty risk on China-origin glass bottles; helps model “surprise” charges before ordering. ↩ ↩
-
Defines ISO 2859-1 attribute sampling (AQL) so PSI sample sizes and accept/reject rules are defendable. ↩ ↩
-
WTO legal text defining preshipment inspection principles—useful when PSI is required by destination markets. ↩ ↩
-
Practical ISPM 15 checklist for wood pallets/dunnage to avoid holds, rework, or refusal at entry. ↩ ↩
-
Container packing code used to standardize bracing, weight distribution, and securing to reduce ocean-freight breakage. ↩ ↩






