
One weak bottle can stop a filler, break a pallet, and trigger complaints. Most of that pain starts with one thing: unclear pressure-test specs.
Glass-bottle pressure standards mainly use hydrostatic testing: either a proof “hold” at a set pressure or a ramp-to-burst test. The standards tell you how to test (rate, time, setup). Your spec must still define sample size, pass/fail limits, and extra simulations for carbonation and long storage.

Pressure testing sounds simple, but it is easy to misuse. A bottle can “pass” a lab burst test and still fail on a bright, high-speed line if the sampling, handling, and reporting are weak. This guide shows what to write into your bottle spec so tests protect your launch, not just your paperwork.
Which pressure-test standards and hydrostatic methods are used most often?
A “pressure test” is not one single test. It is a family of tests that try to answer one question: how much internal pressure can the bottle survive, and for how long, without leaking or bursting?
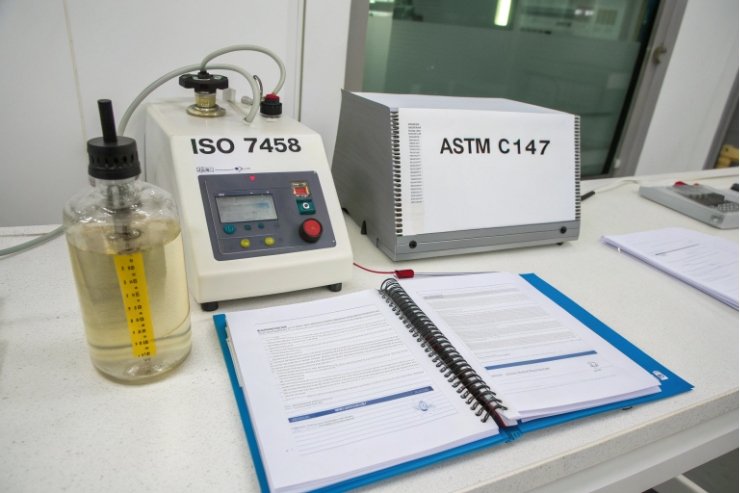
Two widely used references are ISO 7458 internal pressure resistance test methods 1 and ASTM C147 internal pressure strength test methods 2.
Most buyers should anchor the spec to ISO 7458 and/or ASTM C147, then define the exact method, rate, and hold time that matches the product and line conditions.
The two core methods you will see in real factories
The first method is a proof (constant pressure hold) test. The bottle is filled with water, sealed with a test head, raised to a target pressure, and held for a fixed time. If it survives with no break and no leak, it “passes.” This is the closest test to “Will it survive the service pressure?”
The second method is a burst (constant rate of pressure increase) test. Pressure is increased at a controlled rate until the bottle breaks. This gives you a burst distribution, not just a yes/no answer. It helps compare designs, lightweighting changes, and mold wear over time.
Why the test medium is almost always water
Hydrostatic water testing is used because water is safer than gas. If a bottle bursts under gas, the stored energy is much higher. Water reduces the blast risk and also makes pressure control more stable for repeatable results—this is the same safety logic discussed in a hydrostatic vs pneumatic stored-energy risk comparison 3.
What to lock down in the bottle specification
If the purchase spec only says “burst test required,” it is incomplete. A proper spec should name:
- Standard and method (proof-hold vs ramp-to-burst)
- Pressure rise rate and hold time
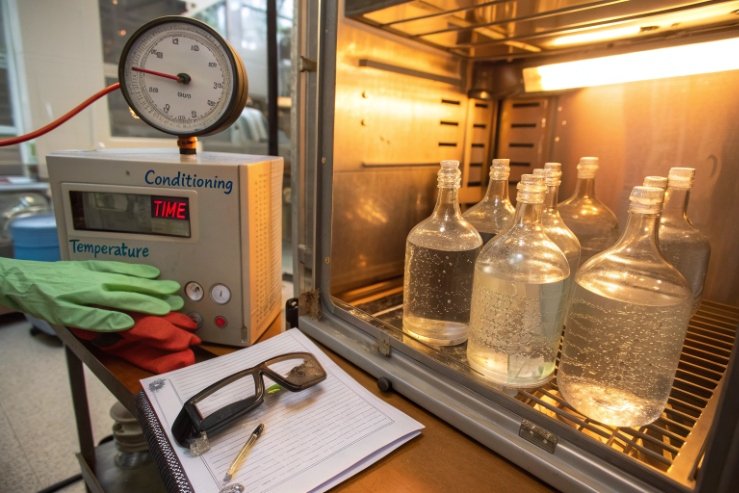
- Conditioning temperature (bottle and water)
- Pass/fail definition (more on that below)
- Traceability fields (lot, date, mold/cavity, finish type)
Method selection cheat sheet
| Goal | Best method | What you learn | Typical pitfall |
|---|---|---|---|
| Confirm bottle survives known service pressure | Proof hold | Clear pass/fail at a defined pressure | People set the proof too low “to reduce scrap” |
| Compare designs, glass distribution, and lightweighting | Ramp-to-burst | Strength distribution and weak tails | Rate differences make results look “better” or “worse” |
| Track mold wear and process drift | Both (trend) | Early warning before customer complaints | No mold/cavity correlation, so root cause stays hidden |
A practical rule in spirits and wine packaging is simple: use proof-hold to protect your line, and use burst testing to protect your brand over time. Both can be done fast if the lab and reporting discipline are strong.
What sample sizes and pass/fail limits make sense for proof and burst tests?
A pressure standard tells you how to run a test. It does not automatically tell you how many to test, or what breakage rate is acceptable. That part belongs in your acceptance plan.
The best balance is: use an AQL-style sampling plan for cosmetic and dimensional items, and use a stricter, safety-first rule for pressure proof tests (often zero failures at the proof pressure).

Start by defining the “lot”
If you do not define a lot, your test result is hard to defend in an audit. A lot should be something you can quarantine. Common lot definitions are:
- One production date
- One furnace + one forming machine shift
- One pallet group with the same mold set
Use AQL logic, but treat pressure as a “critical” characteristic
Many buyers use AQL sampling for general inspection because it controls cost and time. That is fine for cosmetics. But pressure failure is usually a critical defect, because it can cause injury, loss, and recalls.
If you want a clean “how many to pull” framework, reference the ISO 2859-1 acceptance sampling system (AQL) 4 for your general inspection plan—then separately define a stricter rule for proof pressure.
So a common structure is:
- Cosmetics: minor/major AQL (agreed values)
- Dimensional fit (finish, bore, height): tighter AQL or capability requirement
- Pressure proof: no failures allowed in the sample at the proof pressure
- Burst: statistical targets (minimum average and minimum tail behavior)
How to write pass/fail limits without guessing numbers
Instead of arguing about one pressure number, define three layers:
- Service pressure (P_service): what the product can reach in real life (temperature, carbonation, headspace).
- Proof pressure (P_proof): your safety margin above service.
- Burst distribution targets: to control the “weak tail” that causes random failures.
Here is a clean way to express it:
| Item | Requirement style | Why it works |
|---|---|---|
| Proof-hold | “0 breaks / 0 leaks at P_proof for T seconds” | Protects filling and logistics directly |
| Burst (ramp) | “Average burst ≥ X; and lowest 5% ≥ Y” | Controls both typical strength and weak bottles |
| Traceability | “Record mold/cavity code for each test bottle” | Lets you fix the right tool, not blame the whole batch |
| Retest rule | “If any failure occurs, stop-ship and expand sampling” | Prevents shipping a weak lot based on luck |
A simple buyer-friendly acceptance workflow
- Incoming: check appearance, finish chips, and basic dimensions.
- Qualification (first article / PPS): run proof-hold + burst distribution.
- Production: run proof-hold checks on a frequency tied to risk (new mold, lightweight run, color change).
- Shipment release: confirm paperwork matches the actual lot codes on the pallets.
This approach keeps costs predictable. It also reduces the worst hidden cost in glass: “random” breaks that are not random at all.
How do creep, carbonation, and real handling change the pressure test plan?
Pressure testing can lie if it ignores time, temperature, and surface damage. Glass is strong in compression, but it is sensitive to tiny surface flaws. Under constant stress, those flaws can grow slowly. That means a bottle that survives a short test can still fail later after weeks of vibration, rub, and warm storage.
To protect carbonation and long storage, add simulations: longer pressure holds, higher-temperature conditioning, and abrasion-sensitive checks that reflect how bottles really travel and run on lines.
Creep and “slow failure” risk in simple terms
If the bottle surface gets scuffed, the effective strength drops. If the bottle then sits under pressure (carbonated product) for a long time, the risk rises. This is why handling and coatings matter as much as lab numbers—and why the static fatigue of abraded glass under sustained stress 5 is worth treating as a real-world design input, not just a lab curiosity.
Carbonation simulation is more than “test at room temperature”
Carbonated pressure changes with:
- Temperature swings in trucks and warehouses
- CO₂ level targets (style and brand choice)
- Headspace and fill height
- Closure performance (crown, Stelvin, swing top, cork system)
For carbonation-focused projects, it helps to base assumptions on how carbonation depends on CO₂ pressure and temperature 6, then add:
- Warm-condition proof tests (condition bottles and water closer to worst-case storage temperatures)
- Extended hold tests (hold longer than a quick screening hold)
- Closure-included pressure checks (if the closure is part of the risk, test it as a system)
Handling damage is the silent killer, so simulate it
Many “pressure failures” are actually “damage failures.” If bottles rub on conveyors or in cases, micro-scratches form. A good plan adds:
- Scuff/abrasion checks (especially for returnables)
- Case-pack and pallet stability checks that reduce bottle-to-bottle contact
- Review of hot-end/cold-end coatings because they reduce scratch initiation
What auditors and brand QA teams expect to see
A pressure test is only as strong as its paperwork. For audits and compliance reviews, the supplier should provide, at minimum:
- Test method name and standard reference
- Equipment identification and calibration status (ideally aligned to ISO/IEC 17025 laboratory competence requirements 7)
- Sample identity and lot definition
- Conditioning conditions (temperature, time)
- Results summary (pass/fail, burst stats) and raw data
- Traceability (mold/cavity, production date, shift)
- Nonconformance and containment actions when failures occur
| Audit question | Document that answers it | What to look for |
|---|---|---|
| “Can you trace a bad bottle to a tool?” | Lot + mold/cavity log | Clear link from pallets to cavity codes |
| “Are the results repeatable?” | Calibration and test setup record | Dates, standards, and gauge IDs |
| “Was the test relevant to the product?” | Service and proof pressure rationale | Stated temperature and carbonation assumptions |
| “How do you prevent repeats?” | CAPA report | Specific tool/process changes, not vague promises |
When these pieces are in place, pressure testing becomes a business tool. It reduces scrap, protects launches, and lowers the risk that customers blame the liquid for what was really a package weakness.
Conclusion
Pressure standards tell you how to test. A smart spec tells you what to prove, how many to sample, and how to document results so your glass survives real life.
Footnotes
-
Official scope and method summary for ISO 7458 (proof-hold vs constant-rate burst). ↩ ↩
-
Official ASTM overview of C147 test methods for internal pressure strength of glass containers. ↩ ↩
-
Technical discussion of why gas tests release more stored energy than hydrostatic water tests. ↩ ↩
-
Defines attribute sampling plans indexed by AQL to structure lot sampling and acceptance decisions. ↩ ↩
-
Research on how abrasion plus time under load reduces glass strength and drives delayed failures. ↩ ↩
-
Explains how temperature and CO₂ pressure set carbonation level—useful for worst-case service pressure assumptions. ↩ ↩
-
Explains lab competence and calibration expectations so pressure-test data is credible in audits. ↩ ↩






