A bottle can look “clean” and still fail a customer audit. One stone or one seed can trigger rejects, claims, and lost repeat orders.
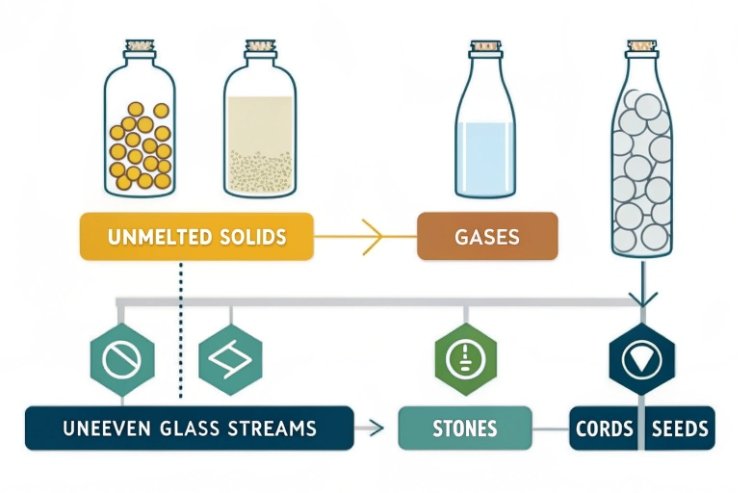
Impurities form when raw materials, melting/refining, refractories, or forming equipment add unmelted solids, inhomogeneous glass streams, or trapped gases that stay inside the final bottle.

Most defects are not random. Each defect type has a fingerprint. When the fingerprint is matched to a process step, the fixes become clear and repeatable—especially when teams align on common terminology like a container defect causes and remedies guide 1.
Are stones, cords, and seeds from batch or refining issues?
Tiny defects often start long before the mold. A batch that looks fine on paper can still carry grains, moisture pockets, or mixed chemistry that never fully disappears.
Stones usually come from unmelted solids or foreign fragments, cords come from temperature or composition gradients, and seeds are bubbles that survive fining, mixing, or residence-time limits.
Stones: “solid” problems that did not dissolve
A stone is a hard inclusion. It can be an unmelted sand grain, a batch “knot,” devitrified crystal, or a piece of foreign glass from contaminated cullet. Stones often trace back to raw purity, batch mixing quality, melt temperature, and residence time. If the batch has coarse silica, wet lumps, or poor dispersion of soda ash and limestone, some particles react slowly. If the furnace hot spots and cold spots are large, some areas under-melt. Cullet can also create stones when mixed compositions do not fully fuse, or when ceramics, metals, and high-melting contaminants slip through sorting—one reason many recyclers emphasize optical sorting technology that removes ceramics and heat-resistant glass 2.
Cords: “flow” problems that show as streaks or striae
A cord is a streak of slightly different glass. It forms when two glass streams have different temperature or composition, and they never fully homogenize. The most common drivers are furnace temperature non-uniformity, unstable redox, uneven batch charging, and weak mixing in the melt or forehearth. Cords can be clear but still distort light. Customers see them as “streaks,” “waves,” or “veils.”
Seeds: “gas” problems that survived refining
Seeds are small bubbles. They come from batch decomposition gases, moisture in batch or cullet, air entrainment during melting, and reactions at refractory surfaces. Fining removes bubbles by growing them and letting them rise. If the fining zone is too cool, the residence time is short, or the glass viscosity stays too high, seeds stay trapped—exactly the kind of mechanism covered in melting and fining processes in industrial glass furnaces 3. Poor furnace atmosphere control can also change bubble behavior by shifting redox and changing how gases dissolve and release.
| Defect | What it looks like | Common origin | Quick confirmation | Primary prevention |
|---|---|---|---|---|
| Stone / knot | Hard speck or lump | Unmelted batch, cullet contamination, devit | Fracture and microscope check | Raw screening, better mixing, longer refining |
| Cord / stria | Streak, wave, lensing | Thermal gradient, composition gradient | Polarized light / refractive distortion | Temperature zoning, mixing, stable redox |
| Seed / bubble | Tiny round void | Weak fining, moisture, air leakage | Transmitted light inspection | Hot fining, longer time, better atmosphere control |
Do worn refractories cause inclusions and bubbles?
A furnace can make perfect glass for months, then defects climb without any recipe change. That is when “hidden” contact materials start to matter.
Yes. Refractory wear can shed particles into the melt (stones), create reaction products that discolor glass, and trigger bubbles when corrosion, spalling, or air leaks disturb the melt surface and chemistry.

How refractory particles enter the glass
Refractories line the furnace, throat, and forehearth. Heat, alkali vapor, and glass flow slowly attack these materials. Over time, pieces can spall off. Those fragments become inclusions. Depending on the refractory type, inclusions may be zircon-rich, alumina-silicate, or chrome-containing. They can look like bright stones, dark specks, or cloudy particles. Some inclusions “string” out during forming and show as tails.
Corrosion products and devitrification
Refractory corrosion can also change local chemistry. It may create crystalline phases or colored reaction zones that look like amber or green specks. In parallel, devitrification can happen in cooler zones where glass sits too long near its crystallization range. That produces crystals that resemble stones, even when the batch was clean.
Bubbles linked to wear and air paths
Not all bubbles are “batch gas.” Worn crowns, damaged joints, and compromised superstructure can let air leak into the furnace. Air leakage changes combustion, oxidizes the melt surface, and increases foaming. Foaming traps bubbles and blocks fining. Worn forehearth refractories can also create rough surfaces that generate turbulence and trap air. Feeder bowl wear can disturb the glass skin and feed seeds into the gob.
Equipment contamination outside the furnace
Even with good refractories, dirty shears and feeder components can introduce metallic particles. Those particles oxidize and show as black specks or rust-colored points. Mold lubricants and dust can also embed into the surface during forming, then customers call it “impurity” even when it is only skin-deep.
| Source | Defect it drives | Why it happens | Strong control action |
|---|---|---|---|
| Furnace wall / throat wear | Stones, streaky inclusions | Spalling, corrosion, flow abrasion | Refractory selection + maintenance windows |
| Crown / joints leakage | Seeds, foam-related defects | Air ingress changes melt surface | Pressure balance, sealing, combustion tuning |
| Forehearth channel wear | Cords, bubbles | Roughness and thermal instability | Zoning control, lining repair, flow smoothing |
| Feeder / shear contamination | Metallic specks | Oxidation and flakes | Cleaning routines, wear-part replacement |
How do furnace and forehearth controls cut defects?
Many plants chase defects at the cold end. The fastest wins usually happen earlier, where glass chemistry and temperature are still flexible.
Defect reduction comes from stable batch quality, uniform melting and fining, controlled redox, and tight forehearth temperature profiles that keep viscosity, mixing, and gob condition consistent.
Start with the batch and cullet system
A clean batch is cheaper than downstream sorting. Sand purity, cullet cleanliness, and consistent particle size reduce stones and color specks. Cullet needs strict sorting to avoid ceramics, metals, and mixed glass families. Moisture control matters too, because wet batch drives foaming and seeds. Good batch mixing prevents local “rich” zones of carbonate or sulfate that gas out late and create bubbles.
Keep the melting and fining zones stable
Temperature uniformity is the main lever against cords. If the furnace has large hot-cold swings, glass streams condition differently and never fully blend. Stable combustion, balanced flame coverage, and consistent pull rate reduce those swings. Refining needs enough time and heat for fining agents to work. Bubblers, stirrers, or electric boost can improve homogenization and help bubbles rise. The goal is simple: fewer gradients, fewer unmelted solids, and fewer trapped gases.
Control redox and colorant mixing
Redox shifts change how sulfur, iron, and colorants behave. That can create local tint zones that look like impurities. Colorant addition points and mixing intensity matter. A small “slug” of concentrated colorant can make streaks that are visible in clear or flint bottles.
Forehearth: where good glass can still be ruined
The forehearth sets gob temperature and viscosity. Poor zoning creates cords and feeder bubbles. Tight temperature control by zone, stable glass level in the feeder, and clean feeder hardware reduce seeds and streaks. When the gob is consistent, forming is calmer. That also lowers surface contamination and mold-related embedding—this is why suppliers document working end and forehearth conditioning for viscosity control 4.
| Control area | Target variable | Defect reduced | What operators watch |
|---|---|---|---|
| Batch & cullet | Purity, moisture, size distribution | Stones, seeds, color specks | Cullet sorting rate, batch clumps, foam |
| Furnace | Temperature map, pull stability | Cords, stones | Crown temps, glass level, energy balance |
| Refining | Fining temperature and time | Seeds, blisters | Bubble count in samples, foam behavior |
| Forehearth | Zone temps, glass level | Cords, feeder bubbles | Gob temp drift, viscosity signs, level alarms |
| Feeder/shears | Cleanliness, wear | Specks, seeds | Particle counts, shear condition, oil control |
Which inspections detect sub-surface flaws?
A defect that sits just under the surface is the hardest type to explain to a customer. It can pass casual checks, then appear under light, in photos, or after filling.
Sub-surface flaws are best found with transmitted-light machine vision, laser or optical scattering methods, and targeted lab analysis, while polarized stress checks and destructive sectioning confirm root cause and risk.

Inline inspection: find what the eye misses
Most plants use hot-end and cold-end inspection. Hot-end checks catch gross forming issues early. Cold-end inspection is where sub-surface detection usually improves. Transmitted-light systems can reveal bubbles, stones, and cords by how they bend or block light. Darkfield setups highlight scattering from tiny inclusions. Laser-based inspection can increase sensitivity to fine seeds and small stones, especially in thicker walls—many teams start by reviewing machine vision inspection examples for glass bottles 5.
Stress and strength are part of “impurity risk”
Some defects are not dangerous by themselves, yet they amplify stress. A small inclusion near a shoulder corner can become a crack starter. Polarized stress inspection shows residual stress patterns and highlights zones where an inclusion is more likely to cause failure. That is why stress checks pair well with inclusion detection, even though stress tools do not “see” the inclusion directly—especially when you remember how stress concentrations and fracture 6 behave in brittle materials like glass.
Lab confirmation: identify the source, not just the symptom
When a defect trend appears, fast lab work closes the loop. Sectioning a defect and viewing it under a microscope tells if it is crystalline, metallic, or glassy. SEM/EDS can identify elements and point back to batch, cullet, or refractory chemistry. This is how worn refractories are proven, and how cullet mismatch is separated from true stones—many labs summarize the workflow in chemical analysis of glass defects using SEM/EDS 7.
Practical inspection strategy that holds in real production
No single tool catches everything. A balanced system uses inline vision for screening, then a smaller lab workflow for confirmation. It also uses defect mapping by cavity and by time. If stones spike on specific cavities, the issue may be feeder contamination. If cords spike across all cavities, the issue is likely furnace or forehearth.
| Inspection method | Best at finding | Limits | Best use |
|---|---|---|---|
| Transmitted-light vision | Seeds, stones, cords | Harder on dark glass | Main cold-end screen |
| Darkfield / scattering | Fine inclusions, surface scatter | Can false-alarm on scuffs | Tight quality programs |
| Laser-based inspection | Small seeds and stones | Needs stable bottle positioning | Premium or pharma-grade control |
| Polarized stress check | Residual stress risk zones | Does not identify inclusion type | Safety and breakage prevention |
| Destructive sectioning | Exact defect morphology | Slow, sample-based | Root cause proof |
| SEM/EDS lab analysis | Chemical identity of inclusion | Cost and time | Refractory vs batch vs cullet diagnosis |
Conclusion
Glass “impurities” come from solids, gases, and gradients. Stable batch quality, healthy refractories, tight thermal control, and layered inspections stop defects before customers ever see them.
Footnotes
-
Practical defect library linking visual symptoms to common process causes and remedies. ↩ ↩
-
Explains how cullet sorting removes ceramics and other contaminants that create stones and inclusions. ↩ ↩
-
Clear explanation of fining, bubble growth, and why seeds persist when time/temperature are insufficient. ↩ ↩
-
Shows how forehearth conditioning controls viscosity and homogeneity before gobs reach forming machines. ↩ ↩
-
Examples of vision-based inspection tasks used to detect small defects on glass containers. ↩ ↩
-
Background on stress concentration behavior that makes tiny inclusions potential crack starters. ↩ ↩
-
Overview of SEM/EDS and related methods for identifying defect chemistry and tracing sources. ↩ ↩






